
Istnieje więcej niż jeden sposób na upieczenie ciasta. Składniki, temperatura, czas pieczenia i ilość osób, którym podajesz ciasto, dyktują Ci podejście. Robienie brownies dla klasy trzeciej to nie to samo, co pieczenie wyszukanego tortu weselnego w 350 stopniach. To samo jest prawdą, jeśli chodzi o wybór odpowiedniego procesu odlewania metalu do produkcji dowolnego elementu. Który proces oferuje najlepszy koszt całkowity, biorąc pod uwagę wymagania dotyczące cech, materiału, jakości i ilości?
Lista metod produkcji części metalowych jest długa i obejmuje obróbkę skrawaniem, kucie, wytwarzanie i wiele innych. W tym artykule omówimy tylko różne procesy odlewania, które możesz wybrać, aby wykonać ważny komponent.
Odlewanie piaskowe
Odlewanie piaskowe istnieje od wieków i jest używane do wykonania około 2/3 produktów odlewanych. Jest to wszechstronna metoda produkcji szerokiego zakresu geometrii odlewów, w tym tych z wewnętrznymi strukturami i przejściami – od mniej niż funta do ogromnych części ważących kilka ton.

Proces ten jest wszechstronny i efektywny kosztowo, nawet w małych ilościach, ponieważ koszty oprzyrządowania mogą być zminimalizowane, a nawet wyeliminowane, dzięki drukowaniu 3D z piasku lub bezpośredniej obróbce formy. Jest to najlepsze rozwiązanie dla projektów o kształcie zbliżonym do siatki, gdzie późniejsza obróbka jest stosowana w obszarach o ścisłym wykończeniu powierzchni lub wymaganiach tolerancji wymiarowej. Jest to wykonalne dla prawie każdego stopu z wyjątkiem metali reaktywnych i tych, które wymagają zalewania próżniowego.
Odlewanie przez dolewanie
Odlewanie przez dolewanie wytwarza gotową część metalową poprzez utworzenie ceramicznej powłoki wokół szczegółowego wzoru zużywalnego, zwykle z wosku lub akrylu, który jest ostatecznie stopiony lub spalony. Metoda ta jest wybrana, ponieważ produkuje doskonałe „as-cast” wykończenie powierzchni. Może osiągnąć cienkie ścianki, ciasne tolerancje i kształtowane lub niesymetryczne części z drobnymi szczegółami, w tym struktur wewnętrznych. Dobre zarządzanie procesem może zmaksymalizować liczbę części na „drzewie”, aby było opłacalne.

Istnieją tańsze rozwiązania, gdy wymagania tolerancji są mniej rygorystyczne – cięższe sekcje lub części, które i tak będą obrabiane mechanicznie – a górne limity wielkości są znacznie niższe dla odlewów inwestycyjnych niż, powiedzmy, odlewów piaskowych. Koszty oprzyrządowania historycznie ograniczały odlewanie inwestycyjne do większych ilości, ale procesy takie jak SLA i drukowanie wzorów 3D uczyniły je opłacalnym dla prototypów, a nawet pojedynczych sztuk.
Odlewanie ciągłe

Odlewanie ciągłe jest procesem, w którym stopiony metal jest przeciągany przez matrycę formującą, gdy krzepnie do pożądanego kształtu. Profil może być utworzony zarówno w ID, jak i OD części, aby utworzyć bryłę lub wnękę. Kształtowanie wewnętrzne jest jednak ograniczone przez odlewany materiał, ponieważ wysoka temperatura topnienia żelaza (w przeciwieństwie do stopów na bazie miedzi) utrudnia kształtowanie ze względu na żywotność matrycy.
Pręt odlewany w sposób ciągły byłby zazwyczaj cięty na żądaną długość i poddawany dalszej obróbce mechanicznej. Odlewanie ciągłe generuje metal o solidnej strukturze i może być opłacalne, gdy jest stosowane w celu zmniejszenia kosztownych procesów obróbki, takich jak frezowanie, a materiał może być pozyskiwany w małych ilościach. Nie jest to dobre rozwiązanie dla bardziej złożonych komponentów o nieregularnych kształtach lub skomplikowanych wewnętrznych ciągach komunikacyjnych.
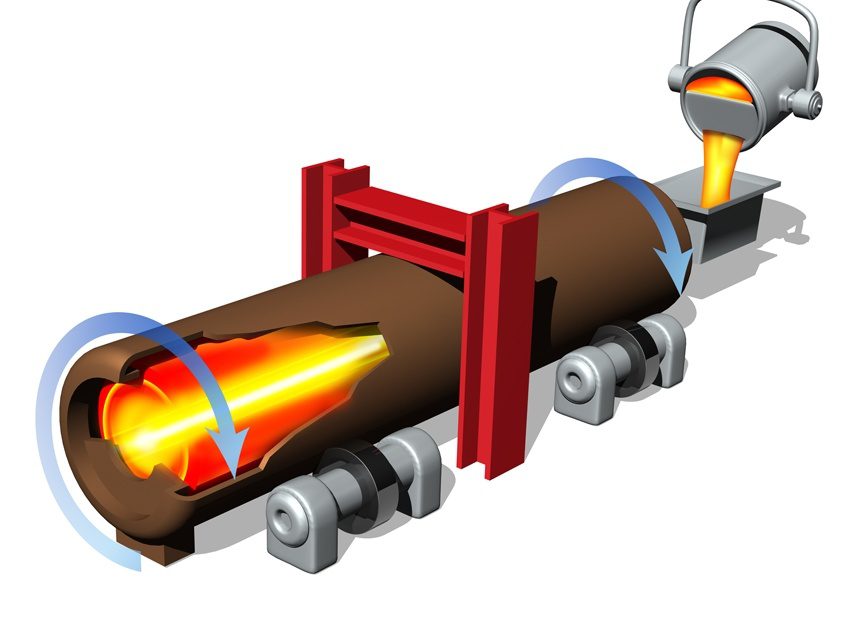
Odlewanie odśrodkowe
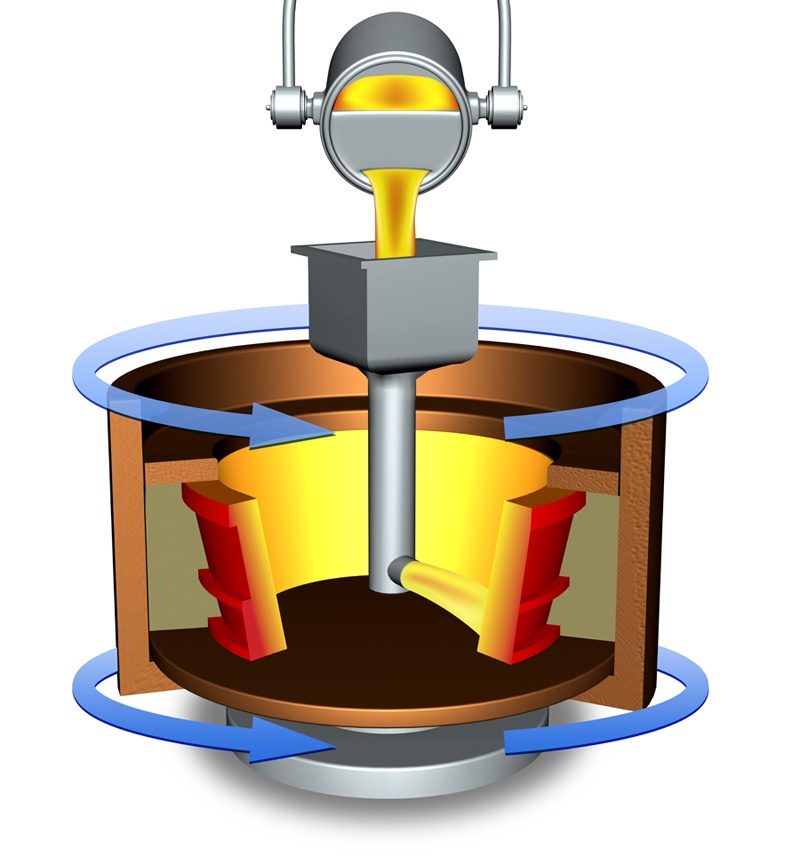
Odlewanie odśrodkowe jest technologią z wyboru dla ciężkich zastosowań w konfiguracjach, które mogą być opracowane z osią obrotu. Stopiony metal wlewany do wirującej matrycy krzepnie kierunkowo, odwirowując zanieczyszczenia o niskiej gęstości do ID, gdzie są one następnie obrabiane mechanicznie. Rezultatem jest czystość materiału, która jest zazwyczaj lepsza niż w innych procesach odlewania lub kucia. W zależności od konfiguracji części, matryca może obracać się pionowo lub poziomo, a dodatkowe kształtowanie średnicy zewnętrznej redukuje obróbkę po odlaniu. Prawie każdy materiał może być odlewany odśrodkowo, w tym egzotyczne stopy próżniowe. Można produkować elementy o średnicy od kilku cali do 15+ stóp. Ograniczenia obejmują minimalne kształtowanie wewnętrzne lub części, które nie mają symetrii lub nie mogą być bezpiecznie wyważone w urządzeniach procesu odlewania.
Istnieje wiele innych procesów odlewania i może nie być oczywiste, która metoda obróbki metali jest najlepsza dla konkretnego zastosowania. W ten sam sposób, w jaki zadzwoniłbyś do swojej mamy, aby uzyskać najlepsze porady dotyczące pieczenia ciast, zadzwoń do eksperta od odlewania, aby uzyskać wskazówki dotyczące najlepszej metody odlewania do określenia.
.