
Der er mere end én måde at bage en kage på. Ingredienser, temperatur, bagetid og hvor mange du skal servere dikterer din fremgangsmåde. At lave brownies til tredje klasse er ikke det samme som at bage en udførlig bryllupskage ved 350 grader. Det samme gælder, når det drejer sig om at vælge den rigtige metalstøbningsproces til fremstilling af en hvilken som helst komponent. Hvilken proces giver de bedste totalomkostninger, når man tager hensyn til kravene til funktioner, materiale, kvalitet og kvantitet?
Listen over metoder til fremstilling af metaldele er lang og omfatter bearbejdning/udstøbning, smedning, fabrikation og meget mere. I denne artikel vil vi blot diskutere forskellige støbeprocesser, som du kan vælge for at fremstille en vigtig komponent.
Sandstøbning
Sandstøbning har eksisteret i evigheder og bruges til at fremstille ca. 2/3 af støbte produkter. Det er en alsidig metode til fremstilling af en bred vifte af støbte geometrier, herunder geometrier med interne strukturer og passager – fra mindre end et pund til store dele, der vejer flere tons.

Processen er alsidig og omkostningseffektiv, selv i små mængder, fordi værktøjsomkostningerne kan minimeres eller endda elimineres ved hjælp af 3D-sandprint eller direkte bearbejdning af formen. Den er bedst egnet til nær-netformede konstruktioner, hvor der anvendes en vis efterfølgende bearbejdning til områder med stramme krav til overfladefinish eller dimensionstolerance. Den er anvendelig til stort set alle legeringer undtagen reaktive metaller og dem, der kræver vakuumstøbning.
Investment Casting
Investment casting producerer en færdig metaldel ved at skabe en keramisk skal omkring et detaljeret forbrugsmønster, normalt af voks eller akryl, som i sidste ende smeltes eller brændes væk. Denne metode vælges, fordi den giver en fremragende overfladefinish “som støbt”. Der kan opnås tynde vægge, snævrere tolerancer og formede eller ikke-symmetriske dele med fine detaljer, herunder interne strukturer. Ved god processtyring kan man maksimere antallet af dele på et “træ”, så det er omkostningseffektivt.

Der findes billigere løsninger, når tolerancekravene er mindre strenge – tungere sektioner eller dele, der alligevel skal bearbejdes – og de øvre størrelsesgrænser er meget lavere for investeringsstøbninger end for f.eks. sandstøbninger. Værktøjsomkostningerne har historisk set begrænset investeringsstøbning til større mængder, men processer som SLA og 3D-modeludskrivning har gjort det levedygtigt til prototype- eller endog enkeltstykkeoplag.
Kontinuerlig støbning

Kontinuerlig støbning er en proces, hvor smeltet metal trækkes gennem en formstøbning, mens det størkner til en ønsket form. Der kan skabes en profil i både ID og OD af emnet for at skabe enten et massivt eller hult emne. Indvendig formgivning er dog begrænset af det støbte materiale, da jernets høje smeltepunkt (i modsætning til kobberbaserede legeringer) gør formgivning vanskelig af hensyn til støbeformens levetid.
En kontinuerlig støbt stang vil typisk blive skåret til den ønskede længde og bearbejdet yderligere. Strengstøbning genererer metal med en sund struktur og kan være omkostningseffektivt, når det anvendes til at reducere dyre bearbejdningsprocesser som f.eks. fræsning, og materialet kan erhverves i små mængder. Det er ikke en god løsning til mere komplekse komponenter med uregelmæssige former eller indviklede indre passager.
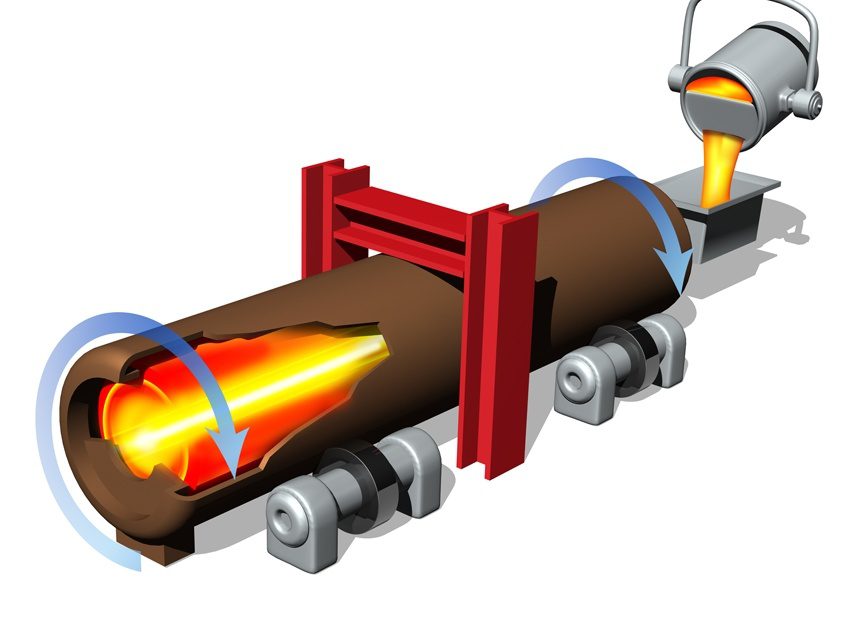
Centrifugalstøbning
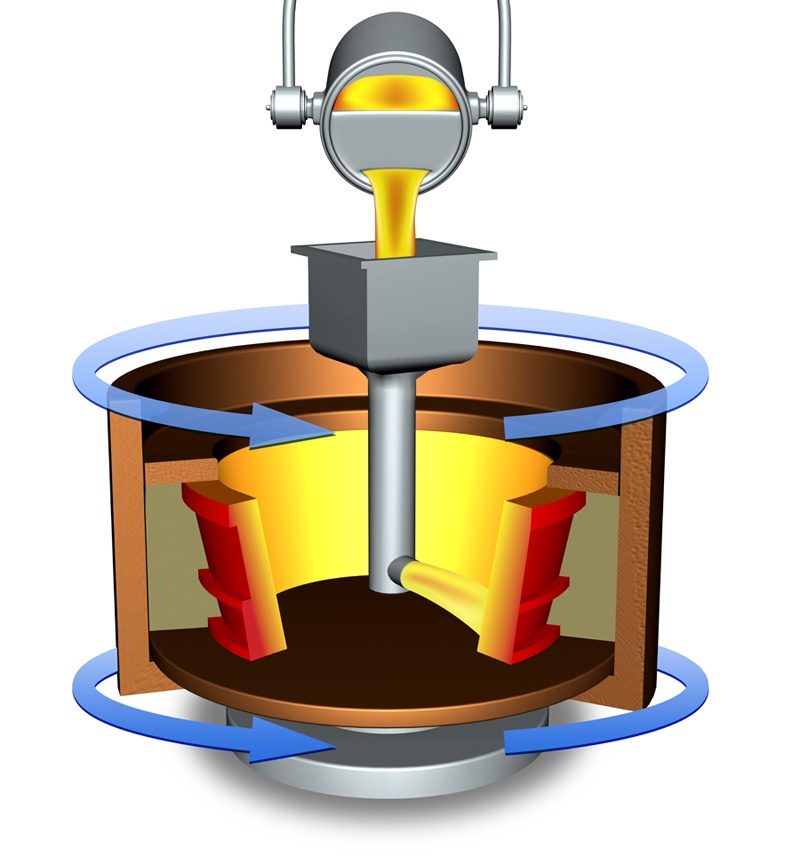
Centrifugalstøbning er den foretrukne teknologi til anvendelser med svær service i konfigurationer, der kan udvikles med en rotationsakse. Smeltet metal, der hældes i en roterende matrice, størkner retningsbestemt og centrifugerer urenheder med lav densitet til ID, hvor de efterfølgende bearbejdes væk. Resultatet er en renhed af materialet, der typisk er bedre end ved andre støbe- eller smedningsprocesser. Støbeformen roterer enten lodret eller vandret afhængigt af emnets konfiguration, og den tilføjede OD-formning reducerer bearbejdningen efter støbningen. Næsten alle materialer kan centrifugalstøbes, herunder eksotiske vakuumlegeringer. Der kan fremstilles komponenter fra et par tommer i diameter til over 15 fod. Begrænsninger omfatter et minimum af indvendig formning eller dele, der mangler symmetri eller ikke kan afbalanceres sikkert i støbeprocesudstyret.
Der findes mange andre støbeprocesser, og det er måske ikke indlysende, hvilken metalbearbejdningsmetode der er den bedste til netop din anvendelse. På samme måde som du ville ringe til din mor for at få de bedste råd om kagebagning, skal du ringe til en støbeekspert for at få vejledning om, hvilken støbemetode der er bedst at specificere.