
ケーキを焼く方法は1つではありません。 材料、温度、焼く時間、そして何人分にするかによって、やり方が決まります。 3年生のクラスのためにブラウニーを作るのと、手の込んだウェディングケーキを350度で焼くのは同じではありません。 同じことが、部品を製造するために適切な金属鋳造プロセスを選択する場合にも当てはまります。 機能、材料、品質、数量などの要件を考慮した上で、どのプロセスが最高のオールインコストを提供できるでしょうか?
金属部品を製造する方法は長く、機械加工/切削、鍛造、加工などが含まれます。 この記事では、重要な部品を作るために選択する可能性のあるさまざまな鋳造プロセスについて説明します。
Sand Casting
Sand Casting は古くからあり、鋳造製品の約 2/3 を作るために使用されています。 内部構造や通路を含む、1 ポンド未満のものから数トンの重量のある巨大な部品まで、幅広い鋳造形状を製造する汎用性の高い方法です。

このプロセスは汎用性が高く、少量であっても 3D サンド プリントまたは鋳型の直接加工により、工具費用を最小限に抑え、あるいはなくすことができるため費用効率が高いです。 表面仕上げや寸法公差の要件が厳しい部分については、その後の機械加工が採用される、ニアネットシェイプの設計に最も適しています。
Investment Casting
Investment Casting は、通常ワックスまたはアクリルの詳細な消耗品パターンの周りにセラミックのシェルを作り、最終的に溶かすか焼き切ることによって、金属部品を完成させることができます。 この方法は、優れた「鋳造されたままの」表面仕上げが得られることから選ばれています。 薄肉、厳しい公差、内部構造を含む詳細な形状や非対称のパーツを実現することができます。 優れた工程管理により、「ツリー」上の部品数を最大化し、費用対効果を高めることができます。

公差の要求がそれほど厳しくない場合、つまり重いセクションやいずれ機械加工されるパーツには、より安価なソリューションがあり、上限サイズは、たとえば砂型鋳造よりもインベストメント鋳造の方がはるかに低くなっています。 しかし、SLA や 3D パターン印刷などのプロセスにより、プロトタイプや単一部品の製造でも実行可能になりました。
Continuous Casting

Continuous casting は、溶融金属を成形ダイを通して引き、希望の形状に固化させるプロセスです。 部品の内径と外径の両方にプロファイルを作成し、ソリッドまたは中空を作成できます。 しかし、鉄は銅系合金に比べて融点が高いため、金型の寿命を考慮すると、内部成形は鋳造された材料によって制限されます。
連続鋳造棒は、通常、所望の長さに切断され、さらに機械加工されます。 連続鋳造は健全な構造を持つ金属を生成し、フライス加工のような高価な機械加工工程を減らすために使用するとコスト効果があり、材料は少量で入手できる場合があります。 不規則な形状や複雑な内部通路を持つ、より複雑な部品には適していません。
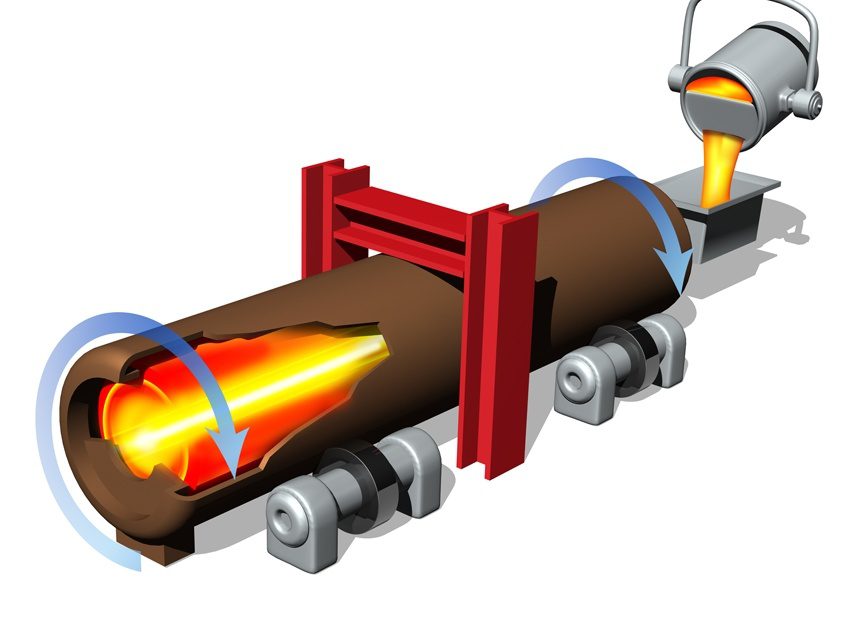
Centrifugal Casting
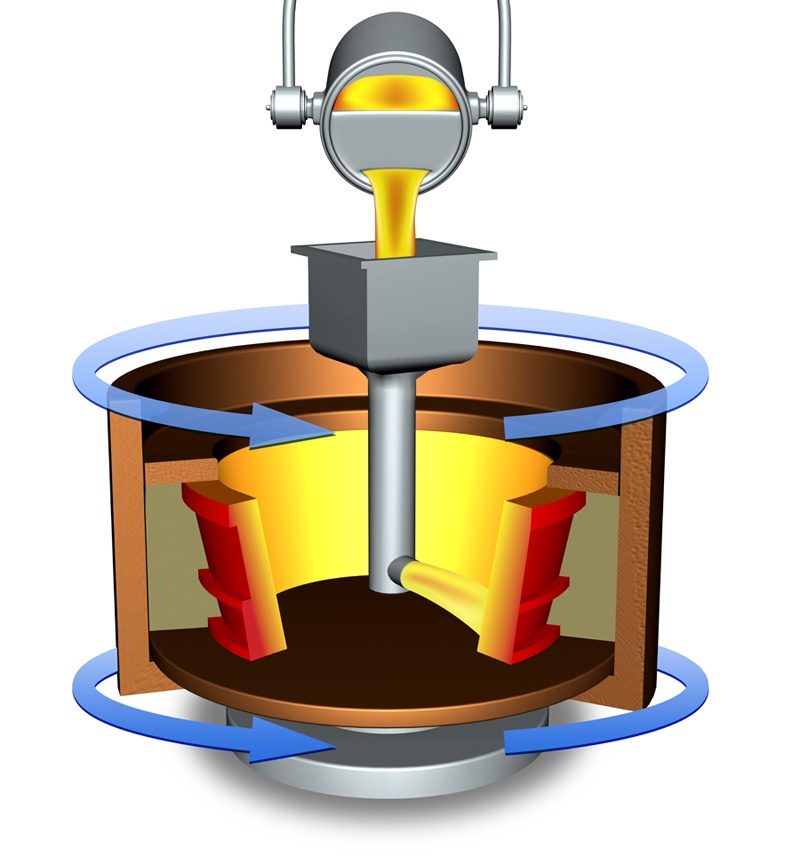
Centrifugal Casting は、回転軸で開発できる構成で、厳しいサービス用途で選ばれている技術です。 回転するダイに注がれた溶融金属は、方向性を持って凝固し、低密度の不純物を遠心分離して ID に移動し、その後機械的に除去されます。 その結果、他の鋳造や鍛造プロセスよりも優れた材料清浄度が得られます。 金型は部品の形状に応じて垂直または水平に回転し、外径を整形することで鋳造後の機械加工を減らすことができます。 エキゾチックな真空合金を含むほぼすべての材料を遠心鋳造することができます。 直径数インチから15フィート以上の部品を製造することができます。 制限事項としては、最小限の内部成形、対称性を欠く部品、鋳造プロセス装置で安全にバランスをとることができない部品などがあります。
他にも多くの鋳造プロセスがあり、どの金属加工法が特定の用途に最適かは明らかでない場合があります。 ケーキ作りのアドバイスを求めてお母さんに電話するのと同じように、鋳造の専門家に電話して、指定する最適な鋳造方法についてのガイダンスを求めてください
。