
Există mai multe moduri de a coace un tort. Ingredientele, temperatura, timpul de coacere și numărul de persoane pe care le serviți vă dictează abordarea. A face negrese pentru clasa a treia nu este același lucru cu a coace un tort de nuntă elaborat la 350 de grade. Același lucru este valabil și atunci când vine vorba de selectarea unui proces corect de turnare a metalelor pentru fabricarea oricărei componente. Ce proces oferă cel mai bun cost total, luând în considerare cerințele privind caracteristicile, materialul, calitatea și cantitatea?
Lista metodelor de producere a pieselor metalice este lungă și include prelucrări mecanice/șlefuire, forjare, fabricare și multe altele. În acest articol, vom discuta doar despre diversele procese de turnare pe care le-ați putea selecta pentru a realiza o componentă importantă.
Fundarea în nisip
Fundarea în nisip există de mult timp și este utilizată pentru a realiza aproximativ 2/3 din produsele turnate. Este o metodă versatilă pentru a produce o gamă largă de geometrii turnate, inclusiv cele cu structuri interne și pasaje – de la mai puțin de o livră până la piese uriașe care cântăresc mai multe tone.

Procesul este versatil și eficient din punct de vedere al costurilor, chiar și în cazul volumelor mici, deoarece costul sculelor poate fi redus la minimum sau chiar eliminat, prin imprimarea 3D a nisipului sau prin prelucrarea directă a matriței. Se potrivește cel mai bine pentru modele cu formă aproape netă în care se utilizează unele prelucrări ulterioare pentru zonele cu cerințe stricte de finisare a suprafeței sau de toleranță dimensională. Este viabilă pentru aproape orice aliaj, cu excepția metalelor reactive și a celor care necesită turnare în vid.
Cojire în câmp
Cojirea în câmp produce o piesă metalică finită prin crearea unui înveliș ceramic în jurul unui model consumabil detaliat, de obicei din ceară sau acrilic, care este în cele din urmă topit sau ars. Această metodă este aleasă pentru că produce un finisaj de suprafață excelent „ca și turnat”. Se pot obține pereți subțiri, toleranțe mai strânse și piese de formă sau nesimetrice cu detalii fine, inclusiv structuri interne. O bună gestionare a procesului poate maximiza numărul de piese pe un „copac” pentru a fi rentabilă.

Există soluții mai puțin costisitoare atunci când cerințele de toleranță sunt mai puțin stricte – secțiuni mai grele sau piese care vor fi oricum prelucrate – iar limitele superioare ale dimensiunilor sunt mult mai mici pentru piesele turnate în câmp celular decât, de exemplu, pentru piesele turnate în nisip. Costurile de scule au limitat în mod istoric turnarea cu investiții la volume mai mari, dar procese precum SLA și imprimarea modelelor 3D au făcut-o viabilă pentru prototipuri sau chiar pentru serii de o singură piesă.
C turnarea continuă

C turnarea continuă este un proces în care metalul topit este tras printr-o matriță de formare pe măsură ce se solidifică în forma dorită. Se poate crea un profil atât în ID-ul cât și în OD-ul piesei pentru a crea fie un solid, fie un gol. Cu toate acestea, modelarea internă este limitată de materialul turnat, deoarece punctul de topire ridicat al fierului (spre deosebire de aliajele pe bază de cupru) face ca modelarea să fie dificilă din considerente legate de durata de viață a matriței.
O bară turnată continuă ar fi de obicei tăiată la lungimea dorită și prelucrată ulterior. Turnarea continuă generează un metal cu o structură solidă și poate fi rentabilă atunci când este utilizată pentru a reduce procesele de prelucrare costisitoare, cum ar fi frezarea, iar materialul poate fi achiziționat în cantități mici. Nu este potrivită pentru componente mai complexe, cu forme neregulate sau cu pasaje interne complicate.
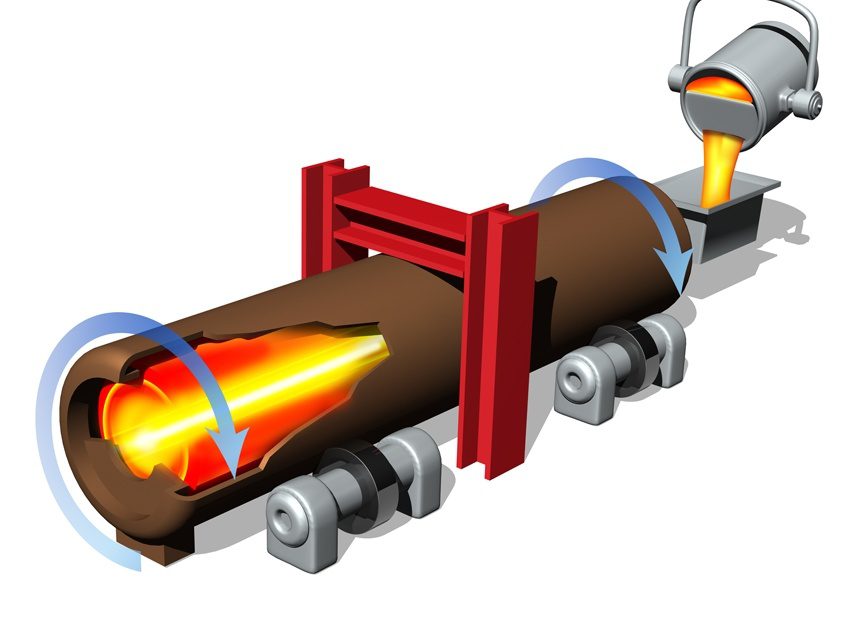
Ceava de turnare centrifugală
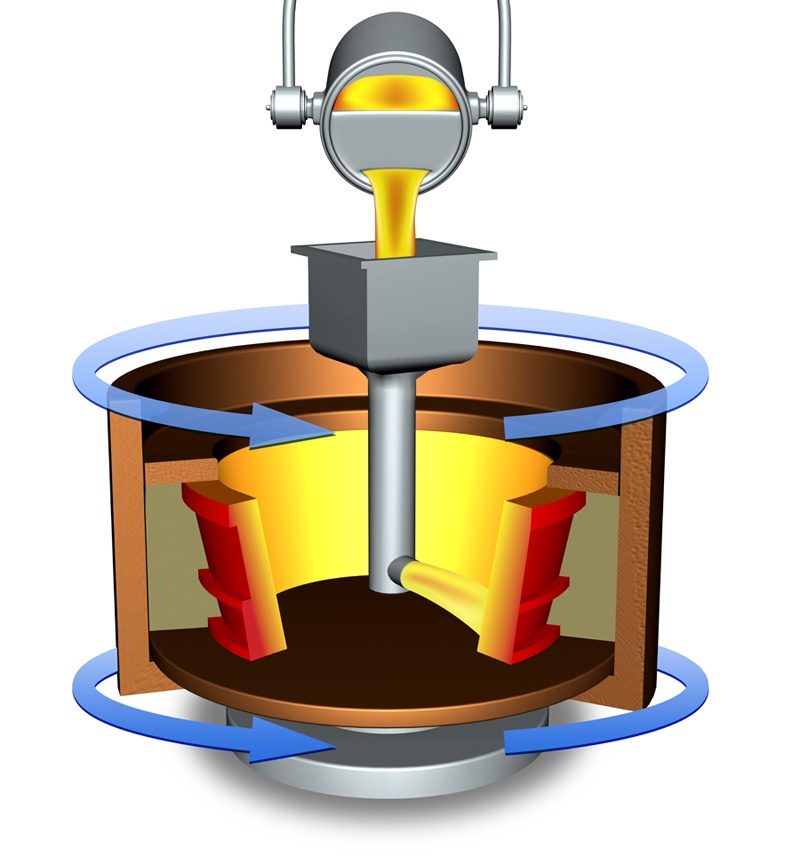
Ceava de turnare centrifugală este tehnologia aleasă pentru aplicațiile de exploatare severă în configurații care pot fi dezvoltate cu o axă de rotație. Metalul topit turnat într-o matriță de filare se solidifică direcțional, centrifugând impuritățile de densitate scăzută către ID, unde sunt ulterior îndepărtate prin prelucrare. Rezultatul este o curățenie a materialului care este de obicei superioară altor procese de turnare sau forjare. Matrița se rotește fie vertical, fie orizontal, în funcție de configurația piesei, iar modelarea suplimentară a diametrului exterior reduce prelucrările ulterioare turnării. Aproape orice material poate fi turnat prin centrifugare, inclusiv aliaje exotice în vid. Se pot produce componente cu diametrul de la câțiva centimetri până la 15+ picioare. Printre limitări se numără un minim de modelare internă sau piesele care nu sunt simetrice sau care nu pot fi echilibrate în condiții de siguranță în echipamentul procesului de turnare.
Există multe alte procedee de turnare și este posibil să nu fie evident care este cea mai bună metodă de prelucrare a metalelor pentru aplicația dumneavoastră particulară. În același mod în care v-ați suna mama pentru cel mai bun sfat pentru prepararea prăjiturilor, apelați la un expert în turnare pentru îndrumare cu privire la cea mai bună metodă de turnare pe care să o specificați.
.