
Křivky, jako například u stolu Standup Desk (níže), dodávají vizuální zajímavost. A ohýbáním parou vznikají atraktivní zakřivené díly.
Každý druh dřeva, a dokonce i jednotlivé obrobky stejného druhu, mohou na ohýbání parou reagovat jinak. Začněte s těmito osvědčenými postupy a pak se nechte vést zkušenostmi. Zapisujte si druh, tloušťku, poloměr ohybu a dobu ohýbání parou a vždy ohýbejte alespoň o jeden díl více, než potřebujete.

Proč ohýbat parou?
Tady se dozvíte, jak si ohýbání párou stojí v porovnání s jinými metodami výroby zakřivených dílů:
Ohýbání parou z masivního dřeva
+ Hotový díl má nejlepší vzhled se souvislým vláknem od konce ke konci
+ Žádné lepení s viditelnými liniemi lepidla
+ Pevný; bez krátkých příčných strukturálních slabin
– Nutné ohýbání a chlazení forem
– Nutný parní box a kotel
– Konečný tvar křivky může být poněkud nepředvídatelný
Laminováno z tenkých pásů
+ Zpracování za studena, nevyžaduje žádné speciální vybavení
+ Pevný
– Nutná ohýbací forma
– Spousta proužků k řezání a udržování pořádku
– Obtížná kontrola konečné tloušťky dílu
– Nepořádek při lepení, proužky chtějí při ohýbání klouzat do stran
– Zaschlé vytlačené lepidlo na dílu je třeba před dalším zpracováním odstranit.
– Často jsou viditelné čáry lepidla
Vyřezávání z masivního dřeva
+ Není nutná forma ani svorky, není třeba stavět žádné přístroje, stačí použít vzor nebo díl položit přímo na obrobek
– Deska musí být dostatečně široká, aby se do ní vešel oblouk, často dochází k plýtvání materiálem
– Vlákna dřeva nesledují křivku dílu, což působí nepřirozeným dojmem
– Konstrukční slabina tam, kde vlákna dřeva procházejí krátkou cestou po celé šířce dílu (vzpomeňte si na rozbitá houpací křesla)
Věda o ohýbání parou 101
Ohýbání roztahuje dřevo podél vnější strany ohybu a stlačuje ho podél vnitřní strany, čímž vzniká napětí, které chce ohýbaný díl vrátit do původního tvaru, což je tendence nazývaná „pružení.“ Napařování změkčuje lignin, aby se toto napětí uvolnilo. Po ochlazení lignin ztvrdne a zafixuje dřevo v novém tvaru.
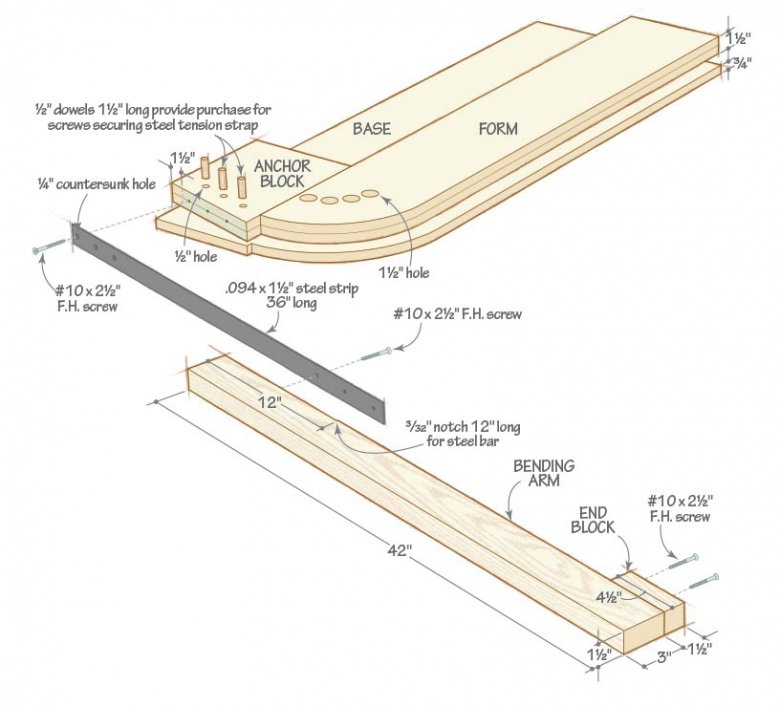
Steamed wood compresses considerably but stretches little. Proto úspěšné ohýbání parou stlačuje dřevo na vnitřní straně ohybu, zatímco omezuje protahování podél vnější strany. U těsných ohybů (s poloměrem menším než 4″) minimalizuje protahování ocelový napínací pásek s připevněnými koncovými bloky aplikovaný na vnější stranu ohybu . Mírné ohyby s minimálním protažením podél vnější strany nepotřebují páskování.
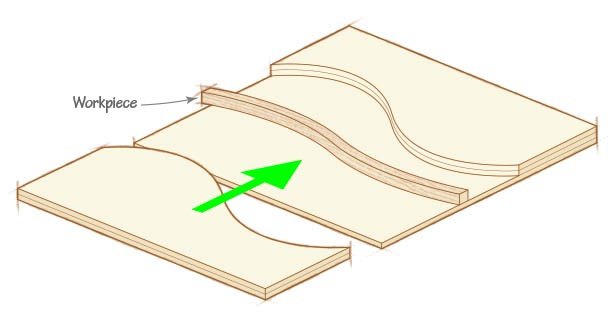
Díly obsahující konvexní a konkávní křivky ve stejné rovině vyžadují dvoudílnou formu k obložení obrobku nebo speciální kování s napínacím páskem . Pro tvarování dílů s ohybem ve dvou rovinách je rovněž k dispozici kování s napínacími popruhy.
Pro dosažení nejlepších výsledků používejte řezivo sušené na vzduchu, druhou volbou je řezivo sušené vysoušením. Díky teplu při sušení v sušárně je lignin méně náchylný ke změkčení zapařením. Sušením v sušárně sušené řezivo používejte pouze pro jemné ohyby.
Šest kroků k lepšímu ohýbání
Vyberte si druh dřeva
Všechna tvrdá dřeva mírného pásma (tabulka níže) se dobře ohýbají parou a obecně se ohýbají lépe než měkká dřeva. Ohýbání parou ostatních dřevin mírného pásma je možné, ale omezte jejich použití na mírné ohyby. Z tropických tvrdých dřevin poskytuje přijatelné výsledky mahagon. Křehkost vysoce pryskyřičnatých tropických exotů je činí pro ohýbání nevhodnými.

Vyberte si materiál
Nezávisle na použitém druhu zvyšuje pečlivý výběr prken šance na úspěšné ohýbání. Vybírejte rovné řezivo bez suků a jiných vad a vyvarujte se hniloby (i mírného spárování). Vlákno by mělo probíhat rovnoběžně s hranami obrobku nebo „odbíhat“ od hrany pod malým úhlem (maximálně 1″ sklonu na 15″ délky). Čím větší je úhel vybíhání, tím větší je pravděpodobnost, že se kus při ohýbání zlomí. Štípání dřeva z většího rovného polotovaru zaručuje rovné, rovnoběžné vlákno, ale není vždy praktické.
Obrábění dílů
Přímý materiál prochází hoblíkem nebo truhlářskou frézou snadněji než ohýbané kusy, proto před ohýbáním proveďte co nejvíce řezání, opracování povrchu nebo tvarování. Nerovnosti povrchu mohou způsobit třísky, proto odstraňte hrubé stopy po řezání. Otvory nebo zářezy deformují nebo způsobují zborcení či rozštípnutí dílu; tyto operace proveďte až po ohýbání.
Na obou koncích si ponechte délku navíc pro ořez. Pokud je ohyb blízko konce dílu, poskytuje dodatečná délka také páku potřebnou k ukotvení ohybu. U dílů vyžadujících těsné ohyby řežte materiál tak, aby roční kroužky ležely rovně u povrchu ohýbací formy . U mírných ohybů je orientace vláken méně důležitá.
Vyrobte si parní box
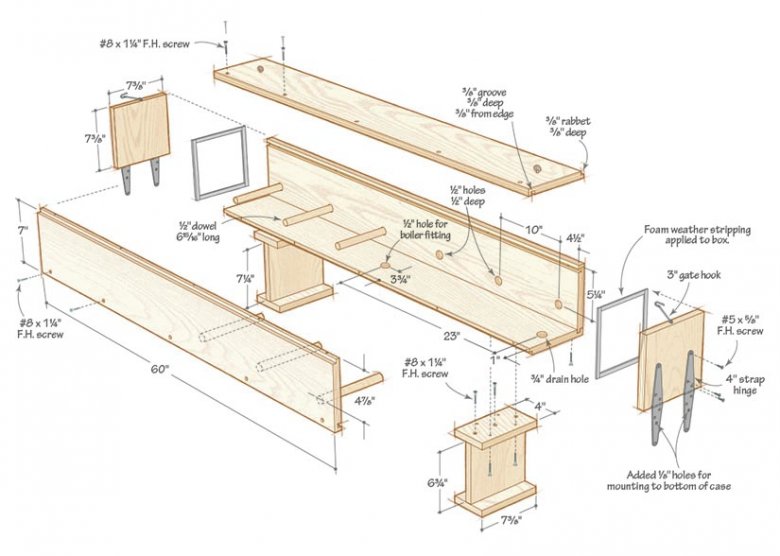
Stažení trvá přibližně jednu hodinu na palec tloušťky obrobku a díly musí zůstat na ohýbací formě po dobu jedné hodiny, takže pokud nevyrobíte více než jednu formu, musí parní box pojmout vždy jen jeden díl. Pro efektivní využití parního kotle , by měl být parní box dostatečně velký pouze na to, aby se do něj vešly polotovary dílů, s prostorem všude kolem pro dobrou cirkulaci. V případě těsných ohybů silných dílů zvětšete velikost boxu, abyste mohli částečně ohnutý díl znovu napařit. Parní box znázorněný na obrázku pojme dva polotovary nohou pro stůl (na obrázku výše) a umožňuje opětovné napařování částečně ohnuté nohy.
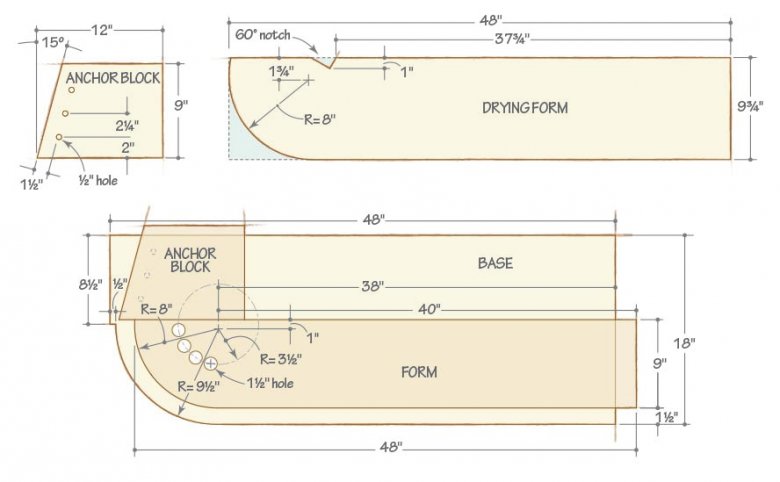
Zhotovení forem
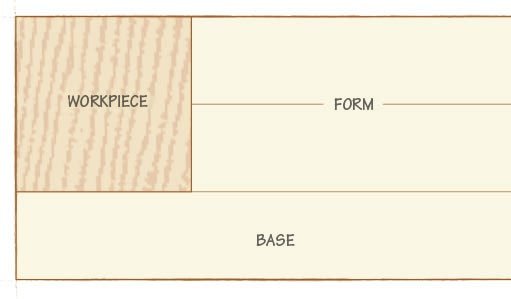
Vyrobte ohýbací formy z dřevotřískové desky nebo překližky laminované na tloušťku odpovídající šířce ohýbaného polotovaru. Ohýbání obrobku značně namáhá formu, takže v případě pochybností je větší šířka formy vždy lepší než menší. Nikdy nebudete zklamáni tendencí k nadměrnému ohýbání.
Ohýbané díly si po vychladnutí zachovají většinu svého tvaru, ale aby se minimalizoval zpětný ráz, musí se na formě držet až do úplného vyschnutí. Abyste se vyhnuli svázání ohýbací formy, vyrobte lehké sušící formy z jedné tloušťky materiálu o tloušťce 3⁄4″. Zobrazené formy jsou určeny pro stůl, který je zobrazen na fotografii výše. (Vyrobili jsme šest sušících forem, aby se do nich vešly čtyři polotovary nohou a dva přídavné.)
Ohněte a ohněte
. ohýbací formu bezpečně upněte na stabilní pracovní stůl. Mějte po ruce všechny svorky. Ohýbání by mělo být dokončeno do pěti minut po vyjmutí polotovaru z parního boxu, takže si můžete postup nacvičit.
Zapalte kotel. Když z vypouštěcího otvoru vytrvale vytéká pára, zasuňte polotovar do parního boxu. Napařujte polotovary po dobu jedné hodiny na každý palec tloušťky (bez ohledu na šířku). Vyjměte díl z parního boxu a ohněte jej .







Bezpečnostní upozornění!
Pára při kontaktu opaří pokožku. Otevřením parního boxu se uvolňuje oblak páry, proto si chraňte obličej a jakoukoli jinou holou pokožku. Při manipulaci s parními polotovary používejte silné kožené rukavice. Dbejte na to, aby vypouštěcí otvor zůstal otevřený. Nepoužívejte parní komoru pod tlakem:
Příslušenství k parnímu boxu:3⁄4×48×96″ vnější překližka, šrouby s plochou hlavou č. 8×11⁄4″, 1⁄2″ hmoždinka dlouhá 48″, 3″ hák na vrata (2), 4″ páskové závěsy (4), 3⁄4×5⁄16×72″ samolepicí gumopěnové pásky proti povětrnostním vlivům.
Zdroj:
Kotel: Sada pro ohýbání parou č. 42826, Rockler, 800-279-4441, rockler.com.
Příslušenství pro ohýbání a sušení:
Zdroje: dřevotřísková deska 3⁄4 × 48 × 96″, dřevotřísková deska 3⁄4 × 24 × 48″, šrouby s plochou hlavou č. 10 × 21⁄2″ (8), hmoždinka 1⁄2″ dlouhá 12″.
Zdroje: dřevotřísková deska 3⁄4 × 24 × 48″, šrouby s plochou hlavou č. 10 × 21⁄2″ (8), hmoždinka 1⁄2″ dlouhá 12″:
Pružný ocelový pásek, .094×11⁄2×36″ č. 9074K186; 1⁄4″ vrták z kobaltové oceli č. 3069A25; 1⁄2″ vrták z kobaltové oceli č. 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
Kování s napínacími pásky pro složité křivky: S-ohybová jednotka č. 05F12.01; jednotka pro změnu rovinného ohybu č. 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.
.