
Des courbes telles que celles du bureau debout (ci-dessous) ajoutent un intérêt visuel. Et le cintrage à la vapeur crée des pièces courbes attrayantes.
Chaque essence de bois, et même les pièces individuelles d’une même essence, peuvent réagir différemment au cintrage à la vapeur. Commencez par ces meilleures pratiques et laissez ensuite l’expérience vous guider. Gardez des notes sur l’essence, l’épaisseur, le rayon de pliage et le temps de vaporisation, et pliez toujours au moins une pièce de plus que ce dont vous avez besoin.

Pourquoi plier à la vapeur ?
Voici comment le cintrage à la vapeur se positionne par rapport aux autres méthodes de fabrication de pièces courbes :
Cintrage à la vapeur à partir de bois massif
+ La pièce finie a la meilleure apparence avec un grain continu de bout en bout
+ Pas de collage avec des lignes de colle visibles
+ Solide ; aucune faiblesse structurelle à grain transversal court
– Formes de pliage et de refroidissement requises
– Boîte à vapeur et chaudière requises
– La forme de la courbe finale peut être quelque peu imprévisible
Laminés à partir de bandes minces
+ Processus à froid, pas d’équipement spécial requis
+ Solide
– Forme de pliage requise
– Beaucoup de bandes à couper et à garder en ordre
– Difficile de contrôler l’épaisseur de la pièce finale
– Encollage désordonné, les bandes veulent glisser latéralement lorsqu’elles sont pliées
– La colle séchée qui s’écoule sur la pièce doit être enlevée avant tout autre traitement.
– Lignes de colle souvent visibles
Découpe dans du bois massif
+ Pas besoin de forme ou de pinces, pas d’appareil à construire, il suffit d’appliquer un modèle ou de disposer la pièce directement sur la pièce
– La planche doit être suffisamment large pour accueillir la courbe, ce qui entraîne souvent un gaspillage de matériau
– Le grain du bois ne suit pas la courbe de la pièce, ce qui donne un aspect peu naturel
– Faiblesse structurelle lorsque le grain du bois emprunte un chemin court sur la largeur de la pièce (pensez aux bascules de chaises à bascule cassées)
Cintrage à la vapeur science 101
Le cintrage étire le bois le long du côté extérieur de la courbure, et le comprime le long du côté intérieur, ce qui produit une contrainte qui veut ramener la pièce pliée à sa forme originale, une tendance appelée » retour élastique « . » La vapeur ramollit la lignine pour libérer cette contrainte. En refroidissant, la lignine durcit, fixant le bois dans sa nouvelle forme.
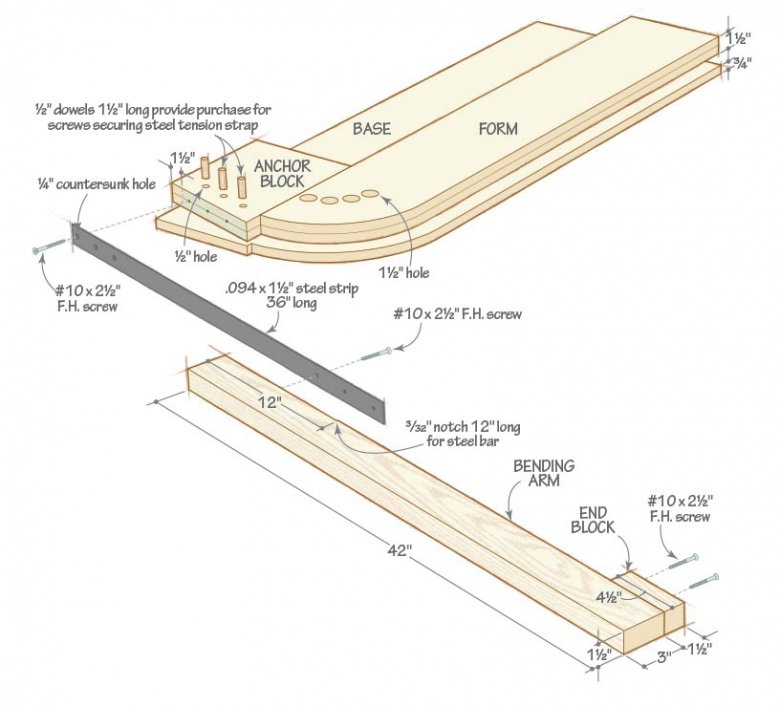
Le bois étuvé se comprime considérablement mais s’étire peu. C’est pourquoi un cintrage à la vapeur réussi comprime le bois à l’intérieur du coude tout en limitant l’étirement le long de l’extérieur. Pour les cintrages serrés (rayon inférieur à 4 pouces), une bande de tension en acier avec des blocs d’extrémité attachés, appliquée à l’extérieur du cintrage, minimise l’étirement. Les coudes doux, avec un étirement minimal le long de l’extérieur, n’ont pas besoin d’être cerclés.
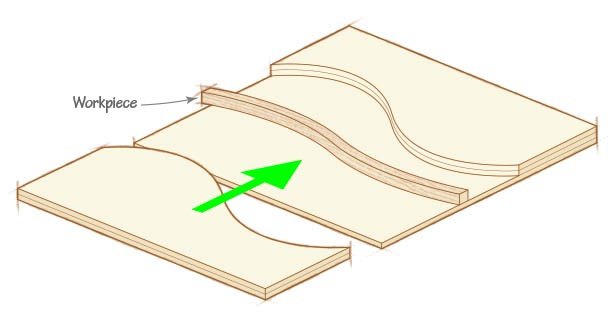
Les pièces incorporant des courbes convexes et concaves dans le même plan nécessitent une forme en deux parties pour prendre en sandwich la pièce ou un matériel spécial de sangle de tension . Des ferrures à sangle de tension sont également disponibles pour former des pièces avec des courbes dans deux plans.
Pour de meilleurs résultats, utilisez du bois séché à l’air, le bois séché par déshumidification étant un second choix. La chaleur du séchage au four rend la lignine moins sensible au ramollissement par la vapeur. N’utilisez du bois séché au four que pour des courbes douces.
Six étapes pour mieux courber
Choisir une essence de bois
Tous les bois durs des zones tempérées (tableau ci-dessous) se courbent bien à la vapeur et, en général, se courbent mieux que les bois tendres. Le cintrage à la vapeur d’autres essences de la zone tempérée est possible, mais limitez leur utilisation à des courbures douces. Parmi les bois durs tropicaux, l’acajou donne des résultats acceptables. La fragilité des exotiques tropicaux très résineux les rend impropres au cintrage.

Sélectionnez votre stock
Qu’importe l’essence que vous utilisez, une sélection minutieuse des planches augmente les chances de réussite des cintrages. Choisissez du bois à grain droit, sans nœuds ni autres défauts et évitez la pourriture (même un léger spalting). Le grain doit être parallèle aux bords de la pièce ou « s’écouler » du bord à un angle faible (maximum de 1″ d’inclinaison pour 15″ de longueur). Plus l’angle d’écoulement est important, plus la pièce risque de se briser lorsqu’elle est pliée. Fendre du bois à partir d’une billette plus grande à grain droit garantit un grain droit et parallèle mais n’est pas toujours pratique.
Entretenir les pièces
Un matériau droit passe plus facilement dans une raboteuse ou une dégauchisseuse que des pièces pliées, alors faites autant de sciage, de surfaçage ou de façonnage que possible avant de plier. Les irrégularités de surface peuvent provoquer des éclatements, il faut donc éliminer les marques de scie grossières. Les trous ou les mortaises déforment ou ils provoquent l’effondrement ou la fente de la pièce ; effectuez ces opérations après le cintrage.
Laissez une longueur supplémentaire aux deux extrémités pour le taillage. Lorsqu’un pli se trouve près de l’extrémité de la pièce, la longueur supplémentaire fournit également le levier nécessaire pour ancrer le pli. Pour les pièces nécessitant un pliage serré, coupez le matériau de façon à ce que les anneaux annuels reposent à plat sur la surface de la forme de pliage. Pour les coudes doux, l’orientation des grains est moins importante.
Faire une boîte à vapeur
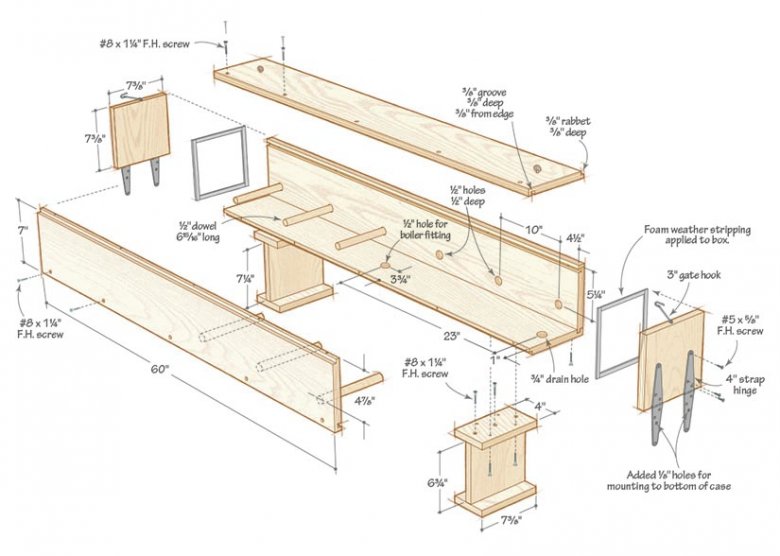
La vaporisation prend environ une heure par pouce d’épaisseur de la pièce et les pièces doivent rester sur la forme de cintrage pendant une heure, donc à moins de faire plus d’une forme, la boîte à vapeur ne doit accueillir qu’une seule pièce à la fois. Pour une utilisation efficace de la chaudière à vapeur, la boîte à vapeur doit être juste assez grande pour contenir les pièces brutes, avec de l’espace tout autour pour une bonne circulation. Pour les pliages serrés sur des pièces épaisses, augmentez la taille de la boîte à vapeur afin de permettre la remise en température d’une pièce partiellement pliée. La boîte à vapeur illustrée en contient deux ébauches de pieds pour le bureau (illustré ci-dessus) et permet le ré-étuvage d’un pied partiellement plié.
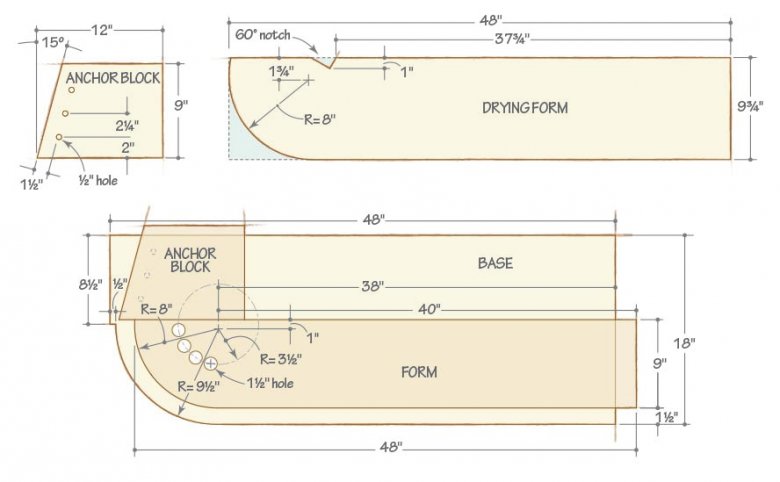
Construire les formes
Fabriquez des formes de pliage à partir de panneaux de particules ou de contreplaqué stratifiés à une épaisseur égale à la largeur de l’ébauche de pliage. Le cintrage d’une pièce exerce une contrainte considérable sur la forme, donc en cas de doute, plus de largeur de forme bat moins à chaque fois. Vous ne serez jamais déçu par une tendance à surconstruire.
Les pièces pliées conservent la plupart de leur forme après refroidissement, mais pour minimiser le retour élastique, elles doivent être maintenues sur une forme jusqu’à ce qu’elles soient complètement sèches. Pour éviter d’attacher la forme de pliage, fabriquez des formes de séchage légères à partir d’une seule épaisseur de matériau de 3⁄4″-épaisseur. Les formes présentées sont destinées au bureau, illustré sur la photo ci-dessus. (Nous avons fait six formes de séchage pour accueillir quatre ébauches de pieds plus deux supplémentaires.)
Vapeur et cintrage
.Fixez solidement la forme de cintrage à un établi solide. Ayez toutes les pinces à portée de main. Le cintrage doit être accompli dans les cinq minutes qui suivent le retrait de l’ébauche de la boîte à vapeur ; vous pouvez donc répéter votre procédure.
Mettez la chaudière en marche. Lorsque la vapeur s’écoule régulièrement par le trou d’évacuation, glissez votre flan dans la boîte à vapeur. Vaporisez les ébauches pendant une heure par pouce d’épaisseur (quelle que soit la largeur). Retirez la pièce de la boîte à vapeur et pliez-la .







Note de sécurité!
La vapeur échaude la peau au contact. L’ouverture de la boîte à vapeur libère un nuage de vapeur, éloignez votre visage et toute autre peau nue. Portez des gants en cuir épais lorsque vous manipulez des flans à la vapeur. Veillez à ce que l’orifice de vidange reste ouvert. Ne mettez pas la chambre à vapeur sous pression : La vapeur sous pression nuit à la réussite du cintrage du bois et est extrêmement dangereuse.
Fournitures de la boîte à vapeur:3⁄4×48×96″ contreplaqué extérieur, vis à tête plate #8×11⁄4″, 1⁄2″ goujon de 48″ de long, crochet de porte de 3″ (2), charnières à sangle de 4″ (4), 3⁄4×5⁄16×72″ coupe-froid en mousse de caoutchouc autocollante.
Source :
Chaudière : Kit de pliage à la vapeur n° 42826, Rockler, 800-279-4441, rockler.com.
Formes de pliage et de séchage : Panneau de particules 3⁄4×48×96″, panneau de particules 3⁄4×24×48″, vis à tête plate #10×21⁄2″ (8), cheville 1⁄2″ de 12″ de long.
Sources :
La bande d’acier à ressort, .094×11⁄2×36″ no. 9074K186 ; 1⁄4″ mèche en acier cobalt no. 3069A25 ; 1⁄2″ mèche à fraiser en acier cobalt no. 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
La quincaillerie à sangle de tension pour les courbes complexes : Unité de coude en S n° 05F12.01 ; unité de coude de changement de plan n° 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.