
Kurver som dem på Standup Desk (nedenfor) tilføjer visuel interesse. Og dampbøjning skaber attraktive buede dele.
Alle træsorter og selv individuelle arbejdsstykker af samme art kan reagere forskelligt på dampbøjning. Start med disse bedste fremgangsmåder, og lad derefter erfaringen være din guide. Før notater om træart, tykkelse, bøjningsradius og dampbøjningstid, og bøj altid mindst én del mere, end du har brug for.

Hvorfor dampbukke?
Her er hvordan dampbøjning står sig i forhold til andre metoder til fremstilling af buede dele:
Dampbøjning af massivt træ
+ Den færdige del har det bedste udseende med kontinuerlige årer fra ende til ende
+ Ingen opklæbning med synlige limlinjer
+ Stærk; ingen strukturelle svagheder på tværs af korte tværkorn
– Bøjnings- og køleformer påkrævet
– Dampboks og kedel påkrævet
– Den endelige kurveform kan være noget uforudsigelig
Lamineret af tynde strimler
+ Kold proces, Intet særligt udstyr påkrævet
+ Stærk
– Bøjningsform påkrævet
– Mange strimler, der skal skæres og holdes i orden
– Svært at kontrollere den endelige tykkelse af emnet
– Rodet limning, strimler vil gerne glide sidelæns, når de bøjes
– Tørret lim, der er presset ud på emnet, skal fjernes før videre forarbejdning.
– Limlinjer er ofte synlige
Skåret af massivt træ
+ Ingen form eller klemmer er påkrævet, ingen apparater skal bygges, der skal blot anvendes et mønster eller udlægges en del direkte på emnet
– Brættet skal være bredt nok til at rumme kurven, ofte spild af materiale
– Træets årer følger ikke delens kurve, hvilket giver et unaturligt udseende
– Strukturel svaghed, hvor træets årer tager en kort vej over delens bredde (tænk på knækkede gyngestolevipper)
Dampbøjningsvidenskab 101
Bøjning strækker træet langs den ydre side af bøjningen og komprimerer det langs den indre side, hvilket skaber spænding, der ønsker at bringe det bøjede stykke tilbage til sin oprindelige form, en tendens, der kaldes “tilbagespringning”.” Dampning blødgør ligninen for at frigøre denne spænding. Når det afkøles, hærder ligninen og fastholder træet i den nye form.
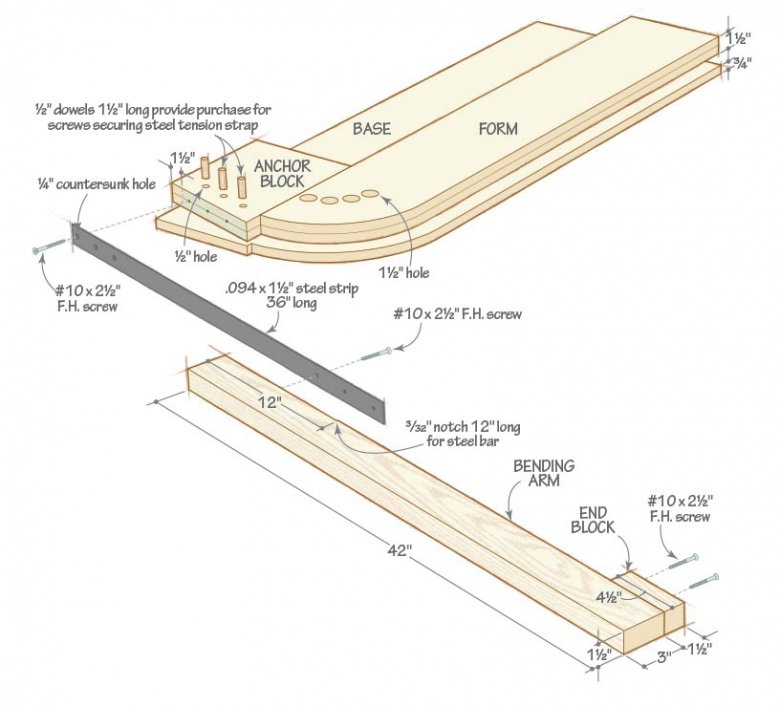
Dammet træ komprimeres betydeligt, men strækkes kun lidt. Derfor komprimerer en vellykket dampbøjning træet på indersiden af bøjningen, mens den begrænser strækningen langs ydersiden. Ved snævre bøjninger (mindre end 4″ radius) minimerer en stålspændingsbånd med fastgjorte endeblokke, der påføres på ydersiden af bøjningen, strækningen . Milde bøjninger, med minimal strækning langs ydersiden, kræver ikke omsnøring.
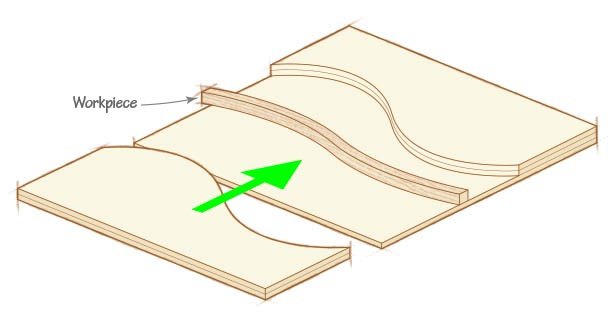
Dele, der indeholder konvekse og konkave kurver i samme plan, kræver en todelt form til at indpasse emnet i en sandwich eller særlige spændebåndsmekanismer . Der findes også spændebåndsbeslag til at forme dele med bøjninger i to planer.
For at opnå de bedste resultater skal der anvendes lufttørret tømmer, med affugtningstørret tømmer som andet valg. Varmen ved ovntørring gør ligninen mindre modtagelig over for blødgøring ved dampning. Brug kun ovntørret tømmer til bløde bøjninger.
Seks trin til bedre bøjning
Vælg en træsort
Alle hårdttræer fra den tempererede zone (skemaet nedenfor) dampbøjes godt og bøjer generelt bedre end nåletræer. Det er muligt at dampbukke andre arter fra den tempererede zone, men begræns brugen af dem til bløde bøjninger. Blandt tropiske hårdttræer giver mahogni acceptable resultater. De meget harpiksholdige tropiske eksotiske træers sprødhed gør dem uegnede til bøjning.

Vælg dit materiale
Uanset hvilke træsorter du bruger, øger et omhyggeligt brætvalg chancerne for vellykkede bøjninger. Vælg ligekornet tømmer uden knaster eller andre defekter, og undgå forrådnelse (selv let spaltning). Fibrene skal løbe parallelt med arbejdsemnets kanter eller “løbe af” kanten i en lav vinkel (højst 1″ hældning til 15″ længde). Jo større afløbsvinklen er, jo større er sandsynligheden for, at emnet knækker, når det bøjes. Spaltning af træ fra en større, lige kornstok garanterer lige, parallelle kornstrenge, men det er ikke altid praktisk muligt.
Bearbejd delene
Ret materiale kører lettere gennem en høvl eller afretter end bøjede stykker, så sav så meget som muligt, overfladebearbejdning eller formning før bukning. Uregelmæssigheder i overfladen kan forårsage splintring, så fjern grove savmærker. Huller eller huller forvrænger eller får emnet til at falde sammen eller flække; udfør disse operationer efter bukning.
Lad ekstra længde i begge ender til trimning. Når en bøjning er nær enden af emnet, giver ekstra længde også den nødvendige løftestang til at forankre bøjningen. Skær materiale til dele, der kræver stramme bøjninger, så årringene ligger fladt mod bøjningsformens overflade . For milde bøjninger er kornorientering mindre vigtig.
Lægge en dampkasse
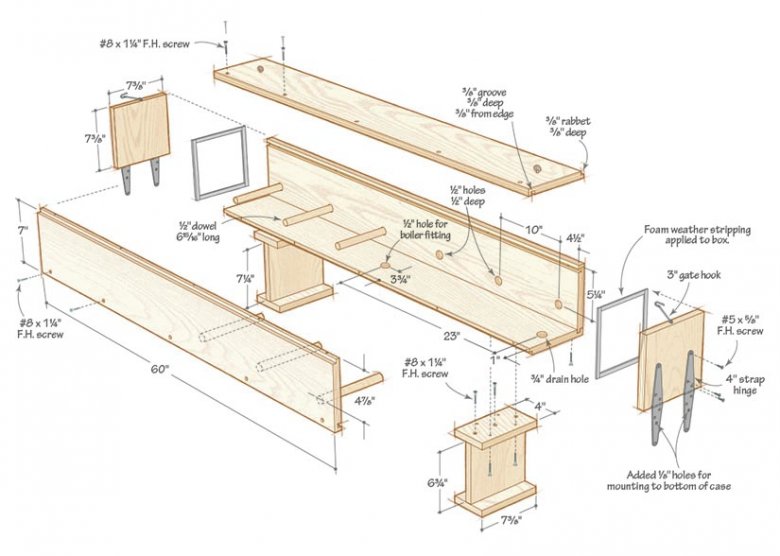
Steaming tager ca. en time pr. tomme af emnets tykkelse, og delene skal forblive på bøjningsformen i en time, så medmindre du laver mere end en form, skal dampkassen kun rumme en del ad gangen. For at udnytte dampkedlen effektivt bør en dampkasse kun være stor nok til at rumme emnerne med plads hele vejen rundt til en god cirkulation. Ved snævre bøjninger på tykke dele skal du øge æskestørrelsen for at få plads til at genopvarme et delvist bøjet stykke. Den dampkasse, der er vist i , rummer to benruller til skrivebordet (vist ovenfor) og giver plads til genbearbejdning af et delvist bøjet ben.
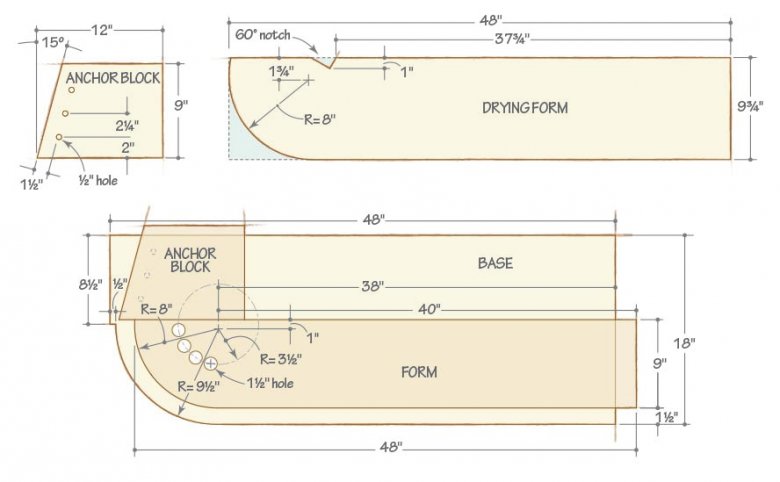
Byg formerne
Byg bøjningsformer af spånplader eller krydsfiner lamineret til en tykkelse svarende til bredden af bøjningsrullen. Bøjning af et emne lægger betydelig belastning på formen, så når der er tvivl, er mere formbredde bedre end mindre hver gang. Du vil aldrig blive skuffet over en tendens til at overbygge.
Bøjede dele bevarer det meste af deres form efter afkøling, men for at minimere tilbagespringning skal de holdes på en form, indtil de er helt tørre. For at undgå at binde bøjningsformen op, skal du lave lette tørreformer af en enkelt tykkelse af 3⁄4″-tykt materiale. De viste former er til skrivebordet, som er vist på billedet ovenfor. (Vi lavede seks tørreformer for at få plads til fire benblanketter plus to ekstra.)
Damp og bøj
.Fastspænd bøjningsformen sikkert på et solidt arbejdsbord. Hav alle klemmer ved hånden. Bøjningen skal være udført inden for fem minutter efter, at du har fjernet blanketten fra dampkassen, så du kan øve dig på din procedure.
Tænd op for kedlen. Når dampen strømmer jævnt ud af afløbshullet, skubber du din blanket ind i dampkassen. Damp blanks i en time pr. tomme i tykkelse (uanset bredden). Tag emnet ud af dampkassen, og buk det .







Sikkerhedsanvisning!
Dampskoldning af huden ved kontakt. Åbning af dampkassen frigiver en dampsky, så hold dit ansigt og anden bar hud væk. Bær kraftige læderhandsker, når du håndterer dampede blanks. Sørg for, at afløbshullet forbliver åbent. Dampkammeret må ikke sættes under tryk: Tryksat damp er skadeligt for en vellykket træbøjning og ekstremt farligt.
Dampboks Leverancer: 3⁄4×48×96″ udvendig krydsfiner, #8×11⁄4″ fladhovedskruer, 1⁄2″ dyvel 48″ lang, 3″ lågekrog (2), 4″ båndhængsler (4), 3⁄4×5⁄16×72″ selvklæbende gummiskums-vejrstrips.
Kilde:
Boiler: Damp-bøjningssæt nr. 42826, Rockler, 800-279-4441, rockler.com.
Bøjnings- og tørreformsforsyninger:
Fjederstålsbånd, .094×11⁄2×36″ nr. 9074K186; 1⁄4″ koboltstålbor nr. 3069A25; 1⁄2″ koboltstålforsænkning nr. 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
Spændebånd til komplekse kurver: S-bøjningsenhed nr. 05F12.01; bøjningsenhed til ændring af planen nr. 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.