
Kurven wie die des Stehpults (unten) sind optisch interessant. Und durch Dampfbiegen entstehen attraktive gebogene Teile.
Jede Holzart und sogar einzelne Werkstücke derselben Art können unterschiedlich auf das Dampfbiegen reagieren. Beginnen Sie mit diesen bewährten Verfahren und lassen Sie sich dann von der Erfahrung leiten. Machen Sie sich Notizen zu Holzart, Dicke, Biegeradius und Dämpfungszeit und biegen Sie immer mindestens ein Teil mehr, als Sie benötigen.

Warum mit Dampf biegen?
Hier sehen Sie, wie sich das Dampfbiegen im Vergleich zu anderen Methoden zur Herstellung gebogener Teile schlägt:
Dampfgebogen aus Massivholz
+ Das fertige Teil hat das beste Aussehen mit durchgehender Maserung von Ende zu Ende
+ Kein Verleimen mit sichtbaren Leimfugen
+ Stark; keine kurze strukturelle Schwäche in Querrichtung
– Biege- und Kühlformen erforderlich
– Dampfbox und Kessel erforderlich
– Endgültige Kurvenform kann etwas unvorhersehbar sein
Laminiert aus dünnen Streifen
+ Kaltverfahren, keine spezielle Ausrüstung erforderlich
+ Stark
– Biegeform erforderlich
– Viele Streifen müssen geschnitten und in Ordnung gehalten werden
– Schwierig, die endgültige Dicke des Teils zu kontrollieren
– Unordentliches Verkleben, Streifen rutschen beim Biegen zur Seite
– Getrockneter Leim, der sich auf dem Teil abdrückt, muss vor der weiteren Verarbeitung entfernt werden.
– Leimspuren oft sichtbar
Aus Massivholz geschnitten
+ Keine Form oder Klammern erforderlich, keine Vorrichtung zu bauen, einfach ein Muster auflegen oder das Teil direkt auf das Werkstück legen
– Das Brett muss breit genug sein, um die Kurve aufzunehmen, oft Materialverschwendung
– Die Holzmaserung folgt nicht der Kurve des Teils, was zu einem unnatürlichen Aussehen führt
– Strukturelle Schwäche, wo die Holzmaserung einen kurzen Weg über die Breite des Teils nimmt (man denke an gebrochene Schaukelstuhlwippen)
Dampfbiege-Wissenschaft 101
Das Biegen dehnt das Holz entlang der Außenseite der Biegung und drückt es entlang der Innenseite zusammen, was eine Spannung erzeugt, die das gebogene Stück wieder in seine ursprüngliche Form bringen will, eine Tendenz, die „Rückfederung“ genannt wird.“ Durch das Dämpfen wird das Lignin erweicht, um diese Spannung abzubauen. Beim Abkühlen härtet das Lignin aus und fixiert das Holz in der neuen Form.
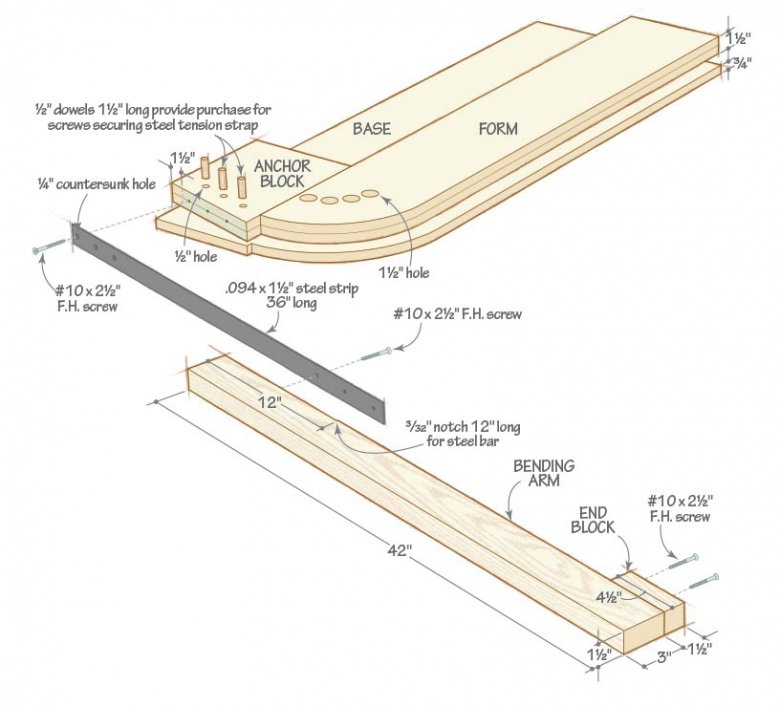
Gedämpftes Holz wird stark zusammengedrückt, aber kaum gedehnt. Deshalb wird beim erfolgreichen Dampfbiegen das Holz auf der Innenseite der Biegung zusammengedrückt, während die Dehnung auf der Außenseite zurückgehalten wird. Bei engen Biegungen (mit einem Radius von weniger als 4″) wird die Dehnung durch ein Stahlspannband mit angebrachten Endblöcken an der Außenseite der Biegung minimiert. Milde Biegungen mit minimaler Dehnung entlang der Außenseite benötigen keine Umreifung.
Teile, die konvexe und konkave Kurven in derselben Ebene aufweisen, erfordern eine zweiteilige Form, um das Werkstück zu umschließen, oder spezielle Spanngurtteile. Auch für Teile mit Biegungen in zwei Ebenen sind Spanngurte erhältlich.
Für beste Ergebnisse sollte luftgetrocknetes Holz verwendet werden, wobei durch Entfeuchtung getrocknetes Holz die zweite Wahl ist. Die Hitze der Trocknung macht das Lignin weniger anfällig für die Erweichung durch Dämpfen. Verwenden Sie kammergetrocknetes Holz nur für leichte Biegungen.
Sechs Schritte zu besserem Biegen
Wählen Sie eine Holzart
Alle Laubhölzer der gemäßigten Zonen (siehe Tabelle unten) lassen sich gut mit Dampf biegen und biegen sich im Allgemeinen besser als Weichhölzer. Andere Holzarten der gemäßigten Zone lassen sich mit Dampf biegen, aber nur für leichte Biegungen. Von den tropischen Harthölzern liefert Mahagoni akzeptable Ergebnisse. Die Sprödigkeit der stark harzhaltigen tropischen Exoten macht sie für das Biegen ungeeignet.

Wählen Sie Ihr Material aus
Unabhängig von der verwendeten Holzart erhöht eine sorgfältige Auswahl der Bretter die Chancen auf erfolgreiche Biegungen. Wählen Sie gerade gemasertes Holz ohne Äste oder andere Fehler und vermeiden Sie Fäulnis (auch leichte Spaltbildung). Die Maserung sollte parallel zu den Kanten des Werkstücks verlaufen oder in einem flachen Winkel von der Kante „ablaufen“ (maximal 1″ Neigung auf 15″ Länge). Je größer der Neigungswinkel ist, desto eher bricht das Stück beim Biegen. Das Spalten von Holz aus einem größeren Knüppel mit gerader Maserung garantiert eine gerade, parallele Maserung, ist aber nicht immer praktisch.
Bearbeiten Sie die Teile
Gerades Holz läuft leichter durch einen Hobel oder eine Abrichtmaschine als gebogene Stücke, daher sollten Sie vor dem Biegen so viel wie möglich sägen, abrichten oder formen. Unregelmäßigkeiten in der Oberfläche können zum Absplittern führen, entfernen Sie daher grobe Sägespuren. Löcher oder Zapfenlöcher verzerren das Teil oder lassen es zusammenbrechen oder spalten; führen Sie diese Arbeiten nach dem Biegen durch.
Lassen Sie an beiden Enden eine zusätzliche Länge für den Beschnitt. Wenn eine Biegung in der Nähe des Endes des Teils liegt, bietet die zusätzliche Länge auch die erforderliche Hebelwirkung, um die Biegung zu verankern. Schneiden Sie das Material für Teile, die enge Biegungen erfordern, so zu, dass die Jahresringe flach an der Oberfläche der Biegeform anliegen. Bei leichten Biegungen ist die Faserausrichtung weniger wichtig.
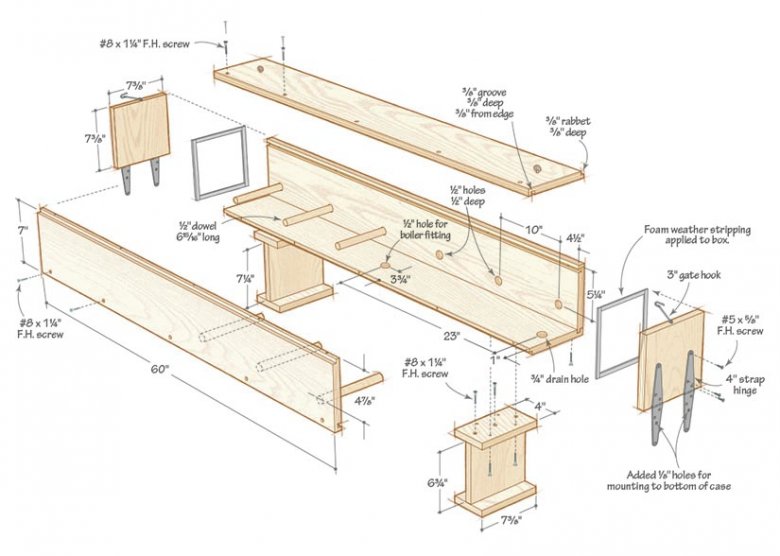
Baue einen Dampfkasten
Das Dämpfen dauert etwa eine Stunde pro Zoll Werkstückdicke, und die Teile müssen eine Stunde lang auf der Biegeform bleiben, so dass der Dampfkasten nur ein Teil auf einmal aufnehmen muss, es sei denn, du machst mehr als eine Form. Um den Dampfkessel effizient zu nutzen, sollte der Dampfkasten nur so groß sein, dass er die Rohlinge aufnehmen kann und rundherum Platz für eine gute Zirkulation ist. Für enge Biegungen an dicken Teilen sollte der Kasten vergrößert werden, um ein teilweise gebogenes Teil wieder dämpfen zu können. Der abgebildete Dampfkasten fasst zwei Beinrohlinge für den Schreibtisch (siehe oben) und ermöglicht das erneute Biegen eines teilweise gebogenen Beins.
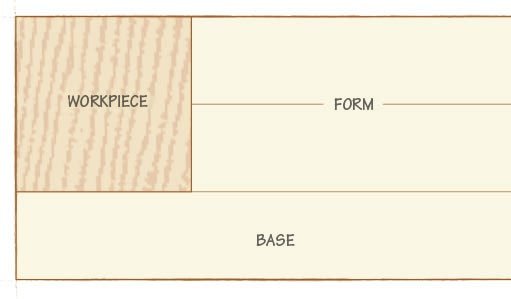
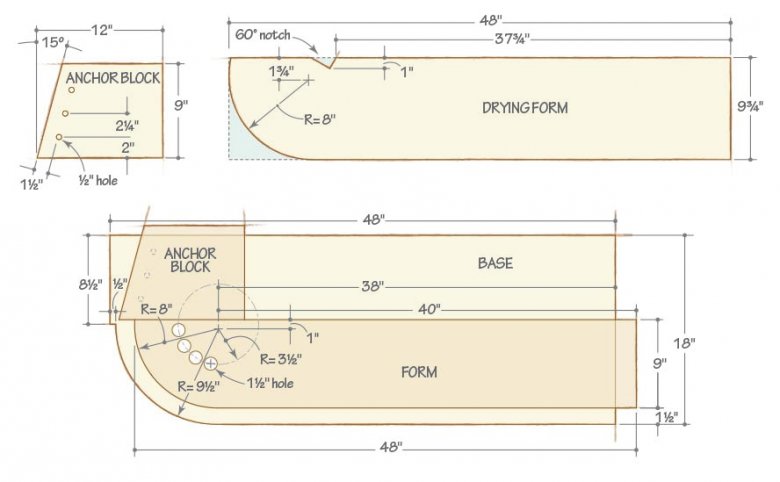
Baue die Formen
Stelle Biegeformen aus Spanplatten oder Sperrholz her, deren Dicke der Breite des Biegerohlings entspricht. Beim Biegen eines Werkstücks wird die Form stark beansprucht. Im Zweifelsfall ist eine größere Breite der Form immer besser als eine geringere.
Biegeteile behalten nach dem Abkühlen weitgehend ihre Form, müssen aber, um die Rückfederung zu minimieren, in einer Form gehalten werden, bis sie vollständig trocken sind. Um ein Verklemmen der Biegeform zu vermeiden, sollten Sie leichte Trockenformen aus einer einzigen 3⁄4″-Stärke herstellen. Die gezeigten Formen sind für den Schreibtisch, der auf dem Foto oben zu sehen ist. (Wir haben sechs Trockenformen angefertigt, um vier Beinrohlinge plus zwei Extras unterzubringen.)
Dämpfen und biegen
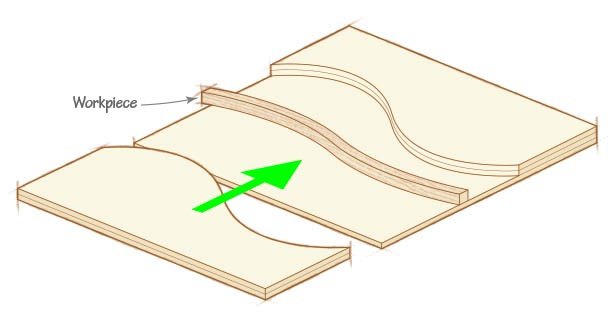
.Klemmen Sie die Biegeform sicher an einer stabilen Werkbank fest. Halten Sie alle Klemmen bereit. Das Biegen sollte innerhalb von fünf Minuten nach der Entnahme des Rohlings aus dem Dampfkessel abgeschlossen sein, daher sollten Sie das Verfahren üben.
Feuern Sie den Kessel an. Wenn aus der Ablassöffnung gleichmäßig Dampf austritt, schieben Sie den Rohling in den Dampfkasten. Dämpfen Sie die Rohlinge eine Stunde lang pro Zoll Dicke (unabhängig von der Breite). Entnehmen Sie das Teil aus dem Dampfkasten und biegen Sie es.







Sicherheitshinweis!
Dampf verbrüht die Haut bei Kontakt. Beim Öffnen des Dampfkastens wird eine Dampfwolke freigesetzt, halten Sie daher Ihr Gesicht und andere nackte Hautpartien fern. Tragen Sie beim Umgang mit gedämpften Rohlingen schwere Lederhandschuhe. Achten Sie darauf, dass die Ablassöffnung offen bleibt. Setzen Sie die Dampfkammer nicht unter Druck: Unter Druck stehender Dampf ist dem erfolgreichen Biegen von Holz abträglich und äußerst gefährlich.
Zubehör für die Dampfkammer:3⁄4×48×96″ Sperrholz, #8×11⁄4″ Flachkopfschrauben, 1⁄2″ Dübel, 48″ lang, 3″ Torhaken (2), 4″ Bandscharniere (4), 3⁄4×5⁄16×72″ selbstklebende Gummi-Schaumstoff-Dichtungsstreifen.
Quelle:
Kessel: Dampfbiege-Bausatz Nr. 42826, Rockler, 800-279-4441, rockler.com.
Biege- und Trocknungsform-Zubehör: 3⁄4×48×96″ Spanplatte, 3⁄4×24×48″ Spanplatte, #10×21⁄2″ Flachkopfschrauben (8), 1⁄2″-Dübel 12″ lang.
Quellen:
Federstahlband, .094×11⁄2×36″ Nr. 9074K186; 1⁄4″-Bohrer aus Kobaltstahl Nr. 3069A25; 1⁄2″-Senker aus Kobaltstahl Nr. 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
Zugbandbeschläge für komplexe Kurven: S-Biegeeinheit Nr. 05F12.01; Biegeeinheit für Ebenenwechsel Nr. 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.