
Curves zoals die van de Standup Desk (hieronder) voegen visueel belang toe. En stoombuigen creëert aantrekkelijke gebogen delen.
Elke houtsoort, en zelfs individuele werkstukken van dezelfde soort, kunnen anders reageren op stoombuigen. Begin met deze beste praktijken en laat dan de ervaring uw gids zijn. Houd aantekeningen bij over soort, dikte, buigradius, en stoomtijd, en buig altijd minstens één onderdeel meer dan u nodig heeft.

Waarom stoombuigen?
Hier ziet u hoe stoombuigen zich verhoudt tot andere methodes om gebogen onderdelen te maken:
Stoomgebogen van massief hout
+ Afgewerkt deel ziet er het mooist uit met doorlopende nerf van eind tot eind
+ Geen verlijming met zichtbare lijmlijnen
+ Sterk; geen korte dwars-nerf structurele zwakte
– Buigen en afkoelen vormen vereist
– Stoomcabine en ketel vereist
– Uiteindelijke curve vorm kan enigszins onvoorspelbaar
Gelamineerd uit dunne stroken
+ Koud proces, geen speciale apparatuur nodig
+ Sterk
– Buigvorm nodig
– Veel stroken om te snijden en op volgorde te houden
– Moeilijk om de uiteindelijke dikte van het deel te controleren
– Rommelige verlijming, stroken willen zijdelings wegglijden wanneer gebogen
– Uitgedroogde lijm die op het deel wordt uitgeknepen, moet vóór verdere verwerking worden verwijderd.
– Lijmlijnen vaak zichtbaar
Zaagt uit massief hout
+ Geen vorm of klemmen nodig, geen apparatuur te bouwen, gewoon een patroon aanbrengen of deel direct op werkstuk leggen
– Bord moet breed genoeg zijn om de kromming op te nemen, Vaak materiaalverspilling
– Houtnerf volgt de kromming van het onderdeel niet, wat een onnatuurlijk uiterlijk geeft
– Structurele zwakte waar de houtnerf een kort pad neemt over de breedte van het onderdeel (denk aan gebroken schommelstoelen)
Stoombuigkunde 101
Buigen rekt hout uit langs de buitenkant van de kromming, en drukt het samen langs de binnenkant, waardoor spanning ontstaat die het gebogen stuk terug in zijn oorspronkelijke vorm wil brengen, een tendens die “terugvering” wordt genoemd.” Stomen maakt de lignine zacht om deze spanning weg te nemen. Bij afkoeling verhardt de lignine en fixeert het hout in de nieuwe vorm.
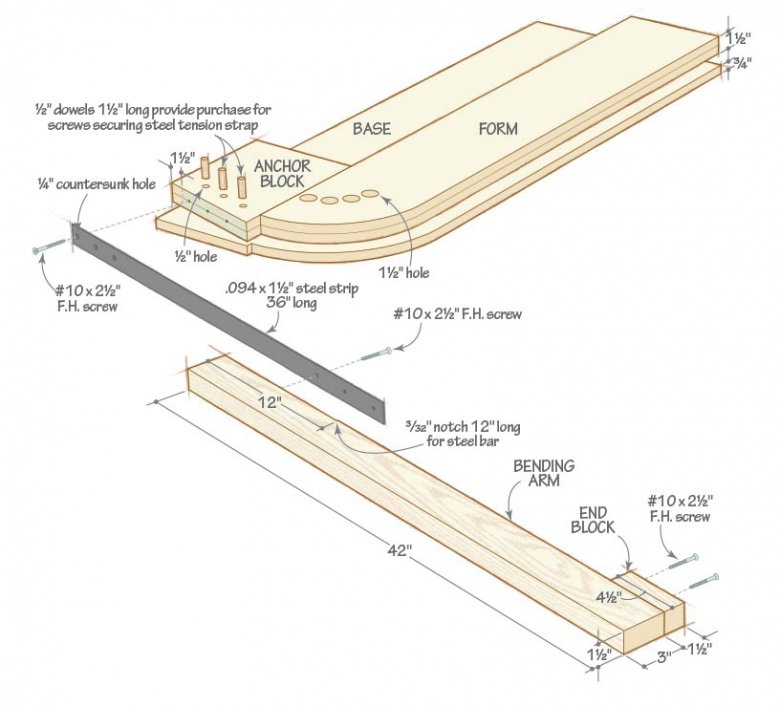
Gestoomd hout comprimeert aanzienlijk maar rekt weinig uit. Dat is de reden waarom succesvol stoombuigen het hout aan de binnenzijde van de bocht samendrukt, terwijl het uitrekken langs de buitenzijde wordt beperkt. Voor krappe bochten (minder dan 4″ radius), beperkt een stalen spanband met eindblokken aan de buitenkant van de bocht de uitrekking tot een minimum. Voor flauwe bochten, met minimale uitrekking langs de buitenkant, is geen spanband nodig.
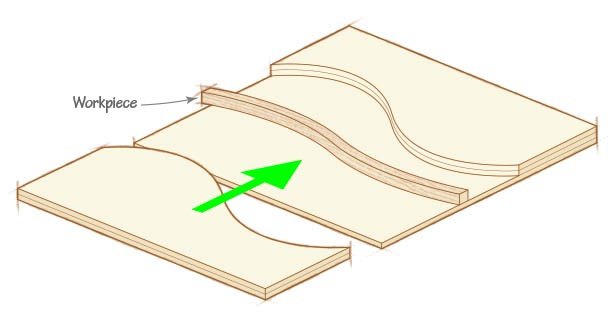
Parts met convexe en concave krommingen in hetzelfde vlak hebben een tweedelige vorm nodig om het werkstuk te sandwichen of speciaal spanbandbeslag. Spangereedschap is ook beschikbaar om onderdelen met krommingen in twee vlakken te vormen.
Voor de beste resultaten gebruikt u luchtgedroogd timmerhout, met ontvochtigd gedroogd timmerhout een tweede keus. Door de warmte van het drogen in de oven is de lignine minder gevoelig voor verweking door stomen.
Zes stappen naar beter buigen
Kies een houtsoort
Alle hardhoutsoorten uit de gematigde zone (onderstaande tabel) buigen goed met stoom en buigen over het algemeen beter dan zachthout. Stoombuigen van andere soorten uit de gematigde zone is mogelijk, maar beperk het gebruik ervan tot lichte buigingen. Van de tropische hardhoutsoorten geeft mahonie acceptabele resultaten. De broosheid van zeer harsrijke tropische exoten maakt ze ongeschikt voor buigen.

Selecteer uw voorraad
Of welke soort u ook gebruikt, zorgvuldige plankenselectie verhoogt de kans op succesvol buigen. Kies rechtdradig timmerhout zonder knoesten of andere gebreken en vermijd rotting (zelfs lichte spalting). De nerf moet evenwijdig lopen met de randen van het werkstuk of “aflopen” van de rand onder een ondiepe hoek (maximaal 1″ helling op 15″ lengte). Hoe groter de afloophoek, hoe groter de kans dat het stuk breekt wanneer het gebogen wordt. Splijten van hout uit een grotere billet met rechte korrel garandeert een rechte, parallelle korrel, maar is niet altijd praktisch.
bewerk de stukken
Rechte stukken gaan gemakkelijker door een schaaf of schaafbank dan gebogen stukken, dus zaag, schaaf of vorm zoveel mogelijk voor het buigen. Onregelmatigheden in het oppervlak kunnen splinters veroorzaken, dus verwijder ruwe zaagsporen. Gaten of pengaten vervormen of doen het onderdeel inzakken of splijten; voer deze bewerkingen uit na het buigen.
Laat aan beide uiteinden extra lengte over voor het afwerken. Wanneer een bocht zich dicht bij het einde van het onderdeel bevindt, zorgt extra lengte ook voor de hefboomwerking die nodig is om de bocht te verankeren. Snij voorraad voor onderdelen die krappe bochten vereisen, zodat de jaarringen plat tegen het oppervlak van de buigvorm liggen. Voor milde bochten is de nerfrichting minder belangrijk.
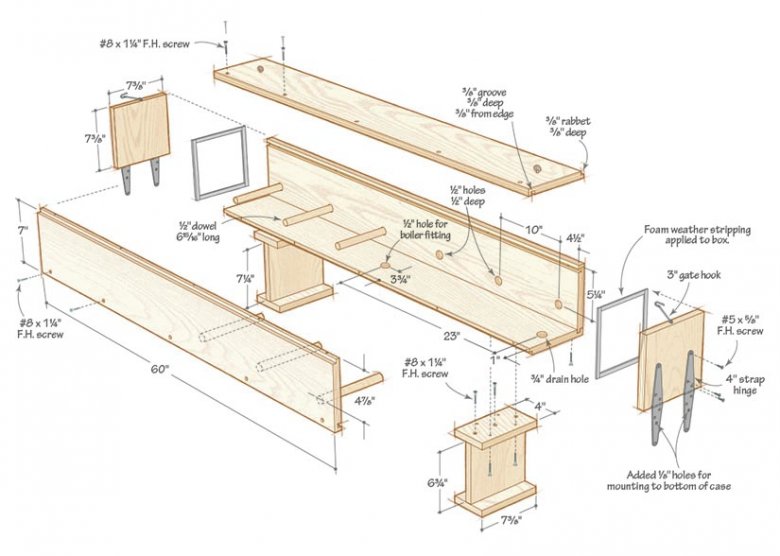
Maak een stoombox
Het stomen duurt ongeveer een uur per inch werkstukdikte en de onderdelen moeten een uur op de buigvorm blijven, dus tenzij u meer dan een vorm maakt, hoeft de stoombox slechts één onderdeel tegelijk te herbergen. Voor een efficiënt gebruik van de stoomketel moet de stoomketel groot genoeg zijn om de werkstukken te bevatten, met ruimte rondom voor een goede circulatie. Voor krappe bochten bij dikke delen, vergroot de stoomkamer om een gedeeltelijk gebogen stuk opnieuw te kunnen stomen. De stoomkist in de afbeelding bevat twee blanks voor de poten van het bureau (zie boven) en maakt het mogelijk om een gedeeltelijk gebogen poot opnieuw te stomen.
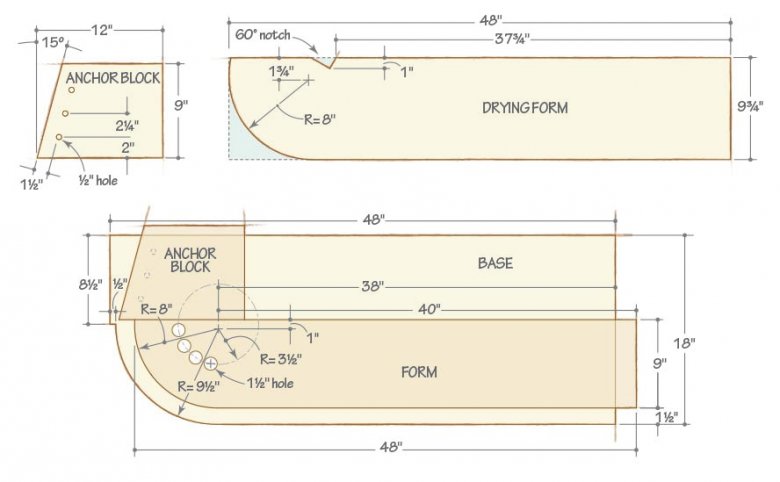
Bouw de vormen
Maak buigvormen van spaanplaat of multiplex gelamineerd tot een dikte gelijk aan de breedte van de buigblank. Het buigen van een werkstuk is een zware belasting voor de vorm, dus in geval van twijfel is meer vormbreedte altijd beter dan minder. U zult nooit teleurgesteld worden door een neiging tot overbuigen.
Gebogen delen behouden het grootste deel van hun vorm na afkoeling, maar om terugvering te minimaliseren, moeten ze in een vorm worden gehouden tot ze volledig droog zijn. Om te voorkomen dat de buigvorm vast komt te zitten, maakt u lichtgewicht droogvormen van één dikte van 3⁄4″-dik materiaal. De afgebeelde vormen zijn voor het bureau op de foto hierboven. (Wij hebben zes droogvormen gemaakt om plaats te bieden aan vier pootjes plus twee extra’s.)
Stoom en buig
.Klem de buigvorm stevig vast op een stevige werkbank. Houd alle klemmen bij de hand. Het buigen moet binnen vijf minuten na het verwijderen van de blenk uit de stoomdoos zijn voltooid, zodat u uw procedure misschien wilt oefenen.
Stook de ketel op. Wanneer de stoom gestaag uit het afvoergaatje stroomt, schuift u de losse flodder in de stoomcabine. Stoom blanks gedurende een uur per inch van dikte (ongeacht de breedte). Haal het stuk uit de stoomcabine en buig het.







Veiligheidsaanwijzing!
Stoom verbrandt de huid bij contact. Bij het openen van de stoomdoos komt een wolk stoom vrij, dus houd uw gezicht en andere blote huid uit de buurt. Draag zware lederen handschoenen bij het hanteren van gestoomde losse flodders. Zorg ervoor dat het afvoergaatje open blijft. Zet de stoomkamer niet onder druk: Stoom onder druk is schadelijk voor het succesvol buigen van hout en uiterst gevaarlijk.
Stoomkist Benodigdheden:3⁄4×48×96″ exterieur multiplex, #8×11⁄4″ flathead schroeven, 1⁄2″ deuvel 48″ lang, 3″ poorthaak (2), 4″ bandscharnieren (4), 3⁄4×5⁄16×72″ zelfklevend rubberen-foam weer strippen.
Bron:
Boiler: Steam-bending kit no. 42826, Rockler, 800-279-4441, rockler.com.
Bending- and Drying-form Supplies: 3⁄4×48×96″ spaanplaat, 3⁄4×24×48″ spaanplaat, #10×21⁄2″ platkopschroeven (8), 1⁄2″ deuvel van 12″ lang.
Bronnen:
Verende stalen strip, .094×11⁄2×36″ no. 9074K186; 1⁄4″ kobaltstalen boor no. 3069A25; 1⁄2″ kobaltstalen verzinkboor no. 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
Tension-strap hardware voor complexe bochten: S-bocht nr. 05F12.01; vlakke bocht nr. 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.