
Las curvas, como las del escritorio de pie (abajo), añaden interés visual. Y el curvado con vapor crea atractivas piezas curvas.
Cada especie de madera, e incluso las piezas individuales de la misma especie, pueden reaccionar de forma diferente al curvado con vapor. Empiece con estas prácticas recomendadas y luego déjese guiar por la experiencia. Tome nota de la especie, el grosor, el radio de curvatura y el tiempo de vaporización, y siempre doble al menos una pieza más de las que necesite.

¿Por qué curvar con vapor?
Aquí se muestra cómo el curvado con vapor se compara con otros métodos para hacer piezas curvas:
Curvado al vapor de madera maciza
+ La pieza terminada tiene la mejor apariencia con vetas continuas de extremo a extremo
+ Sin encolado con líneas de cola visibles
+ Resistente; sin debilidad estructural de la veta corta
– Se requieren formas de doblado y enfriamiento
– Se requiere caja de vapor y caldera
– La forma final de la curva puede ser algo impredecible
Laminado a partir de tiras finas
+ Proceso en frío, no se requiere equipo especial
+ Fuerte
– Se requiere una forma de doblar
– Muchas tiras para cortar y mantener en orden
– Difícil de controlar el grosor final de la pieza
– Pegado desordenado, las tiras quieren deslizarse hacia los lados cuando se doblan
– El pegamento seco que se escurre en la pieza debe ser eliminado antes de su procesamiento posterior.
– Las líneas de cola a menudo son visibles
Corte de madera maciza
+ No se necesitan moldes ni abrazaderas, no hay que construir ningún aparato, sólo hay que aplicar un patrón o colocar la pieza directamente en la pieza
– El tablero debe ser lo suficientemente ancho para acomodar la curva, A menudo se desperdicia material
– La veta de la madera no sigue la curva de la pieza dando una apariencia poco natural
– Debilidad estructural donde la veta de la madera toma un camino corto a través del ancho de la pieza (piense en los balancines rotos de las mecedoras)
Ciencia del curvado al vapor 101
El curvado estira la madera a lo largo del lado exterior de la curva, y la comprime a lo largo del lado interior, produciendo una tensión que quiere devolver la pieza curvada a su forma original, una tendencia llamada «springback».» La vaporización ablanda la lignina para liberar esta tensión. Cuando se enfría, la lignina se endurece, fijando la madera en la nueva forma.
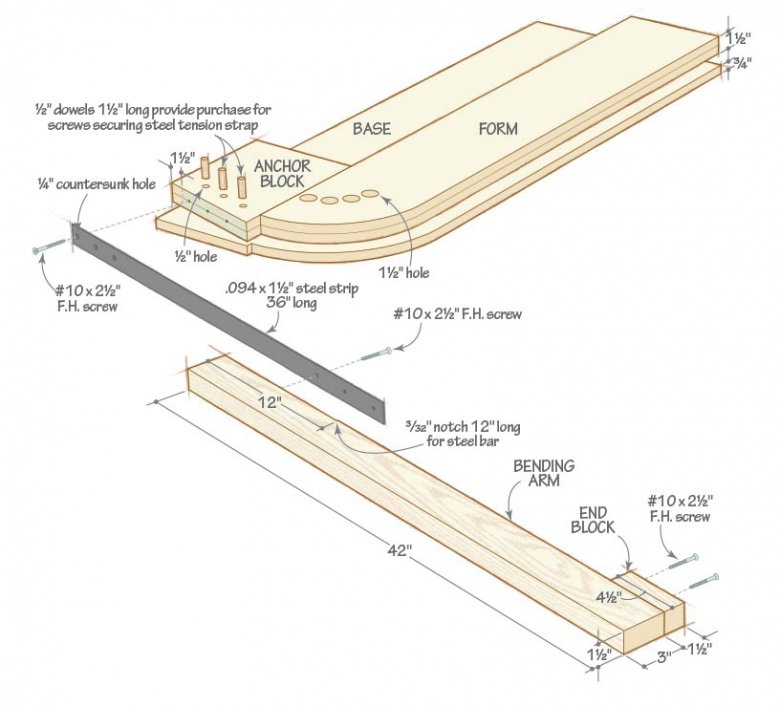
La madera vaporizada se comprime considerablemente pero se estira poco. Por eso, el curvado al vapor comprime la madera en la parte interior de la curva mientras frena el estiramiento a lo largo de la parte exterior. Para las curvas estrechas (menos de 4″ de radio), una correa de tensión de acero con bloques de extremo unidos aplicados al exterior de la curva minimiza el estiramiento. Las curvas suaves, con un estiramiento mínimo a lo largo del exterior, no necesitan flejes.
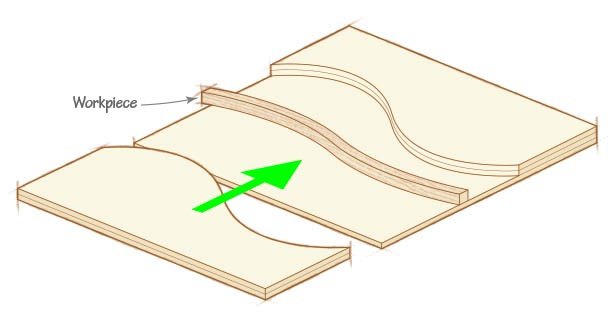
Las piezas que incorporan curvas convexas y cóncavas en el mismo plano requieren una forma de dos partes para intercalar la pieza o un hardware especial de fleje de tensión . Para formar piezas con curvas en dos planos también se dispone de herrajes de tensión.
Para obtener los mejores resultados, utilice madera secada al aire, siendo la madera secada por deshumidificación una segunda opción. El calor del secado en horno hace que la lignina sea menos susceptible de ablandarse con el vapor. Utilice madera secada en horno sólo para curvas suaves.
Seis pasos para un mejor curvado
Elija una especie de madera
Todas las maderas duras de la zona templada (tabla de abajo) se curvan bien al vapor y, en general, se curvan mejor que las maderas blandas. Es posible curvar al vapor otras especies de la zona templada, pero limite su uso a curvas suaves. Entre las maderas duras tropicales, la caoba ofrece resultados aceptables. La fragilidad de las maderas tropicales exóticas muy resinosas las hace inadecuadas para el curvado.

Seleccione su material
Independientemente de la especie que utilice, una cuidadosa selección de las tablas aumenta las posibilidades de éxito en el curvado. Elija madera de grano recto, sin nudos ni otros defectos, y evite el deterioro (incluso una ligera espalación). La veta debe correr paralela a los bordes de la pieza o «salirse» del borde en un ángulo poco profundo (máximo de 1″ de inclinación por 15″ de longitud). Cuanto mayor sea el ángulo de desviación, más probable será que la pieza se rompa al doblarse. Dividir la madera de un tocho más grande de grano recto garantiza un grano recto y paralelo, pero no siempre es práctico.
Mecanizar las piezas
Las piezas rectas pasan más fácilmente por la cepilladora o la ensambladora que las piezas dobladas, por lo que hay que aserrarlas, cepillarlas o darles forma antes de doblarlas. Las irregularidades de la superficie pueden causar astillas, así que elimine las marcas de sierra ásperas. Los agujeros o mortajas distorsionan o hacen que la pieza se hunda o se parta; realice estas operaciones después del doblado.
Deje longitud extra en ambos extremos para el recorte. Cuando una curva está cerca del final de la pieza, la longitud extra también proporciona la palanca necesaria para anclar la curva. Corte el material para las piezas que requieran curvas cerradas de manera que los anillos anuales queden planos contra la superficie de la forma de doblado. Para los doblados suaves, la orientación del grano es menos importante.
Haga una caja de vapor
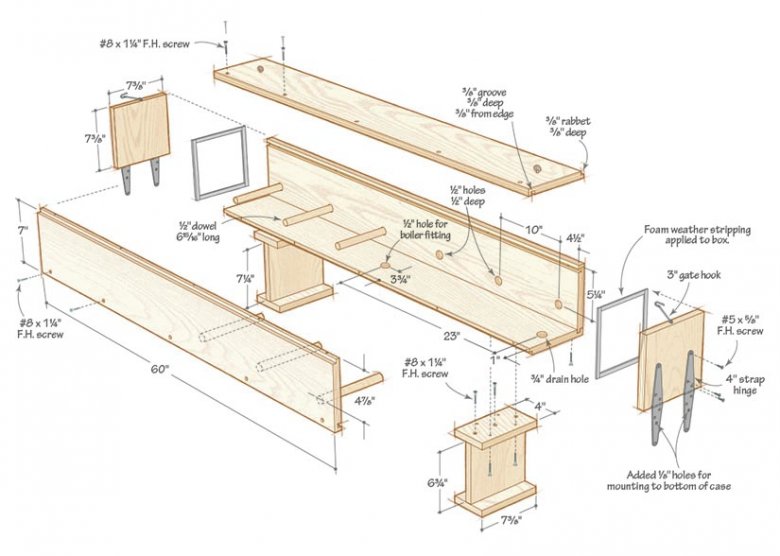
El doblado tarda aproximadamente una hora por cada pulgada de espesor de la pieza y las piezas deben permanecer en la forma de doblado durante una hora, por lo que, a menos que haga más de una forma, la caja de vapor sólo tiene que acomodar una pieza a la vez. Para un uso eficiente de la caldera de vapor, una caja de vapor debe ser sólo lo suficientemente grande para contener las piezas en bruto con espacio alrededor para una buena circulación. Para curvas estrechas en piezas gruesas, aumente el tamaño de la caja para poder volver a vaporizar una pieza parcialmente doblada. La caja de vapor mostrada en sostiene dos piezas en bruto para el escritorio (mostrado arriba) y acomoda el reestirado de una pata parcialmente doblada.
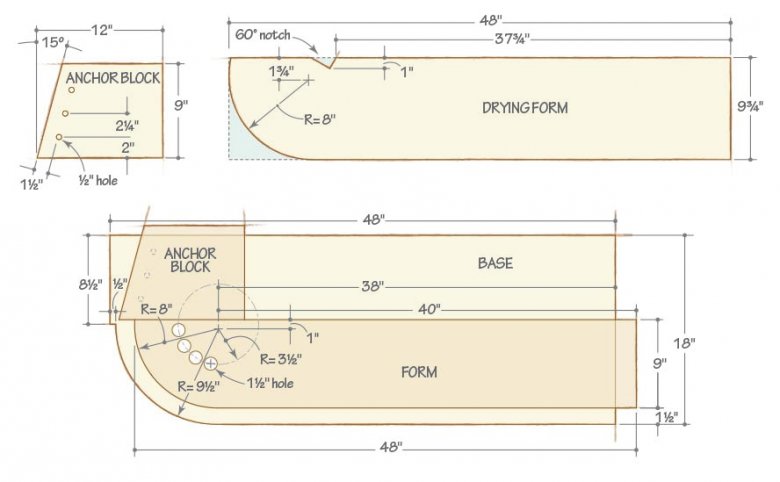
Construya los moldes
Haga moldes de doblado de tableros de partículas o de madera contrachapada laminados a un espesor igual al ancho de la pieza en bruto de doblado. El curvado de una pieza somete a la forma a una tensión considerable, por lo que, en caso de duda, más anchura de la forma es mejor que menos. Las piezas dobladas conservan la mayor parte de su forma después del enfriamiento, pero para minimizar el springback, deben sujetarse a un molde hasta que estén completamente secas. Para evitar atar el molde de doblado, haga moldes de secado ligeros de un solo espesor de material de 3⁄4″. Las formas mostradas son para el escritorio, mostrado en la foto de arriba. (Hicimos seis moldes de secado para acomodar cuatro patas en blanco más dos extras.)
Caliente y doble
.Sujete firmemente el molde de doblado a un banco de trabajo resistente. Tenga todas las abrazaderas a mano. El doblado debe realizarse dentro de los cinco minutos siguientes a la extracción de la pieza en bruto de la caja de vapor, por lo que es conveniente ensayar el procedimiento.
Encender la caldera. Cuando el vapor salga de forma constante por el orificio de drenaje, deslice su pieza en bruto en la caja de vapor. Cocine al vapor las piezas en bruto durante una hora por cada pulgada de grosor (independientemente de la anchura). Saque la pieza de la caja de vapor y dóblela.







¡Nota de seguridad!
El vapor escalda la piel al contacto. Al abrir la caja de vapor se desprende una nube de vapor, por lo que se debe mantener alejada la cara y cualquier otra piel desnuda. Utilice guantes de cuero gruesos para manipular las piezas en bruto vaporizadas. Asegúrese de que el orificio de drenaje permanezca abierto. No presurice la cámara de vapor: El vapor presurizado es perjudicial para el curvado exitoso de la madera y es extremadamente peligroso.
Suministros para la caja de vapor:3⁄4×48×96″ de madera contrachapada para exteriores, tornillos de cabeza plana #8×11⁄4″, 1⁄2″ espiga de 48″ de largo, gancho de puerta de 3″ (2), bisagras de correa de 4″ (4), 3⁄4×5⁄16×72″ de espuma de goma autoadhesiva para burletes.
Fuente:
Caldera: Kit para doblar al vapor nº 42826, Rockler, 800-279-4441, rockler.com.
Suministros para doblar y secar: Tablero de partículas de 3⁄4×48×96″, tablero de partículas de 3⁄4×24×48″, tornillos de cabeza plana de #10×21⁄2″ (8), taco de 1⁄2″ de 12″ de longitud.
Fuentes:
Tira de acero para muelles, .094×11⁄2×36″ no. 9074K186; broca de acero cobalto de 1⁄4″ no. 3069A25; broca de acero cobalto de 1⁄2″ para avellanar no. 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
Herramientas de tensión para curvas complejas: Unidad de curva en S nº 05F12.01; unidad de curva de cambio de plano nº 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.