
スタンドアップデスク(下)のような曲線は見た目の面白さにもつながりますね。 スチームベンドは、魅力的な曲線の部品を作ります。
木の種類や、同じ種類の個々の部品でさえ、スチームベンドに対する反応はさまざまです。 まずはこれらのベストプラクティスから始めて、あとは経験を積んでください。 樹種、厚み、曲げ半径、蒸し時間などを記録し、常に必要な数より1つ多く曲げるようにします。

なぜスチームベンドなのか?
ここでは、スチームベンドが他の曲面部品製造方法とどのように違うかを説明します。
無垢材をスチームで曲げる
+ 仕上がりは、端から端まで連続した木目で最高の外観
+ 接着剤の跡が見えない
+ 強度。
– 曲げ型と冷却型が必要
– スチームボックスとボイラーが必要
– 究極の曲線形状はやや予測不可能
薄いストリップから積層
– コールドプロセス。 特別な設備は不要
+ 強度がある
– 曲げ型が必要
– 短冊の数が多く、整理が必要
– 最終厚みの管理が難しい
– 接着が面倒、曲げると短冊が横ずれする
– 部品に乾いた接着剤のしぼりを除去してから次の加工を行う必要がある
– 接着剤のしぼりを除去してから次の加工を行う。
– 接着剤の線がよく見える
Cut from solid wood
+ 型やクランプが不要で、器具を作る必要もなく、パターンを適用するか、ワークピースに直接部品をレイアウトするだけ
– 板はカーブに対応できるよう十分に広くなければならない。
– 木目が部品のカーブに沿っていないため、不自然な外観になる
– 木目が部品の幅方向に短絡している構造上の弱点(壊れたロッキングチェアのロッカーを想像してほしい)
スチーム曲げ科学101
曲げることによって、曲げた部分の外側は木材が伸び、内側は圧縮されて、元の形状に戻ろうとする応力が発生する、「スプリングバック」という傾向が見られる。” 蒸すことでリグニンを軟化させ、この応力を解放する。
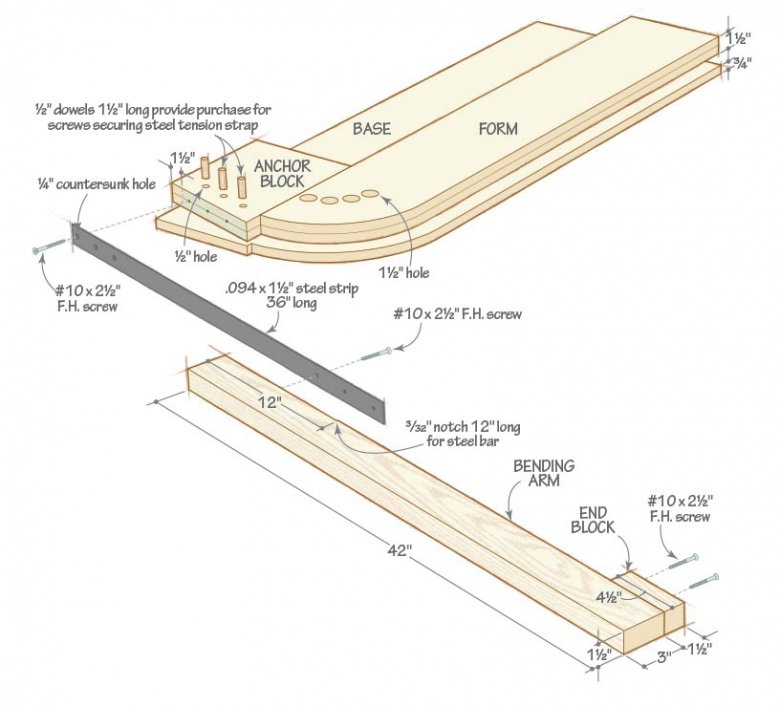
蒸した木材は、かなり圧縮されるが、ほとんど伸びない。 そのため、蒸気曲げでは曲げの内側を圧縮し、外側は伸びるのを抑えて曲げることができる。 狭い曲げ部(半径4インチ以下)では、曲げ部の外側にエンドブロックを取り付けたスチール製テンションストラップを使用することで、伸びを最小限に抑えることができます。
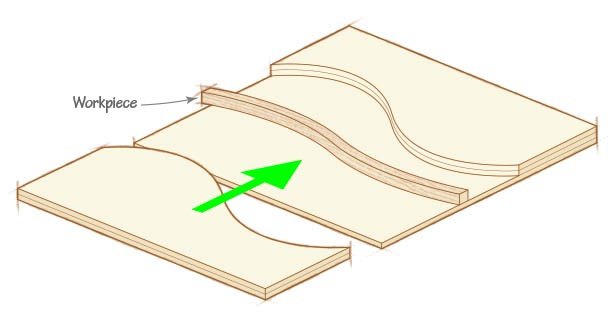
同一平面上に凸と凹のカーブを持つ部品は、ワークを挟む2分割フォームまたは特別なテンションストラップのハードウェアが必要です。
最良の結果を得るには、風乾材を使用し、除湿乾燥材は第二候補となります。 窯変乾燥の熱により、リグニンは蒸し焼きによる軟化の影響を受けにくくなります。
曲げを良くするための6つのステップ
樹種を選ぶ
温帯の広葉樹(下表)はすべて蒸し曲げに適しており、一般に軟材よりもよく曲がります。 他の温帯材もスチーム曲げは可能ですが、緩やかな曲げに限定してください。 熱帯広葉樹の中では、マホガニーが良い結果を出しています。

材料を選ぶ
使用する樹種にかかわらず、板を慎重に選ぶことが曲げの成功の可能性を高くします。 節やその他の欠陥のない柾目の材を選び、腐敗(たとえわずかなスポルティングでも)を避けましょう。 木目は材縁に平行に、または浅い角度で材縁からはみ出るようにします(長さ15インチに対して最大1インチの傾斜)。 傾斜が大きいと、曲げたときに割れる可能性が高くなります。 より大きな柾目のビレットから木材を割ることで、まっすぐで平行な木目が保証されますが、常に実用的とは限りません。
加工する
まっすぐな材は曲げたものよりもプレーナーやジョイナーにかけやすいので、曲げる前にできるだけ製材、表面加工、整形をする。 表面の凹凸は割れの原因になるので、粗いノコギリ跡は消しておきます。 穴やほぞは歪んだり、倒れたり割れたりするので、曲げ加工後に行います。
両端はトリミングのために長さを残しておきます。 曲げ部が部品の端に近い場合、余分な長さは曲げ部を固定するために必要なてこにもなります。 きつい曲げを必要とする部品は、年輪が曲げ型の表面に対して平らになるように材料を切断します。
Make a steam box
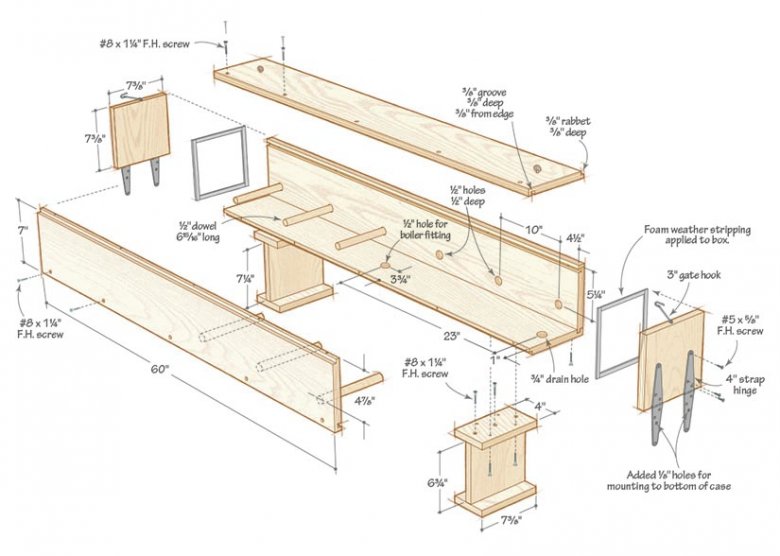
Steamingはワークの厚さ1インチにつき約1時間かかり、部品は1時間ベンドフォームに置かなければならないので、複数のフォームを作っていない場合はスチームボックスには一度に一つの部品を収容すれば良いことになります。 スチームボイラーを効率よく使うためには、スチームボックスは部品が入るだけの大きさが必要で、周囲には循環の良いスペースが必要です。 厚い部品で曲げがきつい場合は、部分的に曲げた部品を蒸し直せるよう、箱の大きさを大きくします。
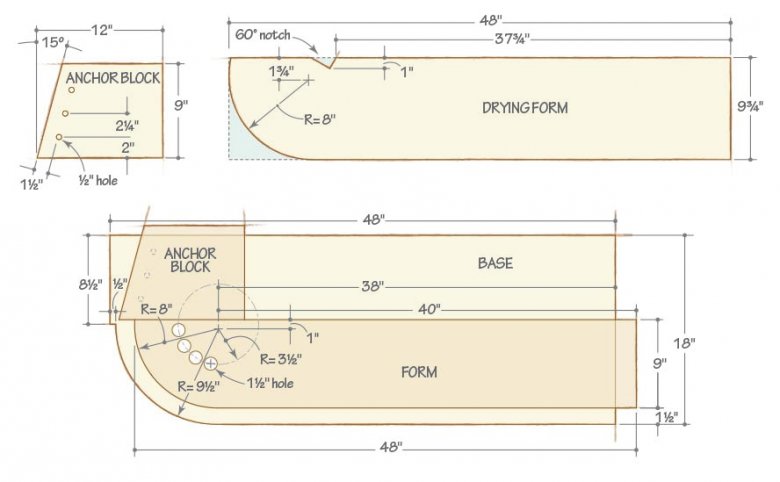
型枠を作る
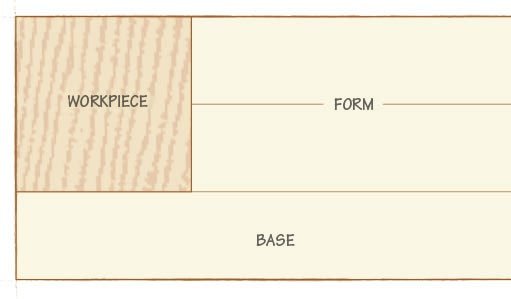
曲げ板の幅と同じ厚さのパーティクルボードか合板を積層して曲げ型枠を作る。 曲げ加工は型にかなりの負担がかかるので、迷ったときは型幅を大きくするのが一番です。
曲げ加工された部品は、冷却後もその形状を保つが、スプリングバックを最小限に抑えるために、完全に乾燥するまで型枠に固定しなければならない。 曲げ型に縛られないようにするために、3/4インチ厚の材料で軽量の乾燥型を作ります。 上の写真はデスク用です。 (
Steam and bend
.Bending formを頑丈な作業台にしっかりと固定します。 クランプはすべて手元に置いてください。 曲げはスチームボックスからブランクを取り出してから5分以内に行う必要があるので、手順をリハーサルしておくとよいでしょう。
ボイラーに点火します。 水抜き穴から蒸気が安定して出てきたら、材料をスチームボックスの中に滑り込ませます。 ブランクは厚さ1インチにつき1時間(幅に関係なく)スチームします。






安全上の注意!
蒸気は皮膚に触れるとやけどをする。 スチームボックスを開けると蒸気が出てきますので、顔など素肌に触れないようにしてください。 スチームブランクを扱うときは、厚手の革手袋を着用してください。 排水口は必ず開けておく。 スチームボックス内を加圧しないでください。
スチームボックスの付属品:3/4×48×96インチ外装合板、#8×11/4インチ皿頭ネジ、1/2インチダボ48インチ長、3インチゲートフック(2)、4インチストラップヒンジ(4)、3/4×5/16×72インチ自己接着ゴム発泡体の天候止め
Source.Source:
ボイラー スチーム・ベンディング・キット 42826、Rockler, 800-279-4441, rockler.com.
Bending- and Drying-form Supplies(曲げ加工と乾燥加工用品)。 3/4×48×96インチ パーティクルボード、3/4×24×48インチ パーティクルボード、#10×21/2インチ マイナスネジ(8本)、1/2インチ ダボ(12インチ長)
材料。
スプリング・スチール・ストリップ、.094×11/2×36インチ、9074K186、1/4インチコバルト鋼ドリルビット、3069A25、1/2インチコバルト鋼皿穴ビット、3285A352、McMaster-Carr、 630-833-0300, mcmaster.com.
Tension-strap hardware for complex curves.は、複合曲線用です。
複雑なカーブ用のテンションストラップハードウェア:S字ベンドユニットNo.05F12.01、面変更ベンドユニットNo.05F12.02。 Lee Valley Hardware、800-871-8158、leevalley.com.
。