
Krzywe, takie jak te w biurku Standup Desk (poniżej), dodają atrakcyjności wizualnej. A gięcie parowe tworzy atrakcyjne elementy zakrzywione.
Każdy gatunek drewna, a nawet poszczególne elementy z tego samego gatunku, mogą różnie reagować na gięcie parowe. Zacznij od tych najlepszych praktyk, a następnie pozwól, aby doświadczenie było Twoim przewodnikiem. Należy prowadzić notatki dotyczące gatunku, grubości, promienia gięcia i czasu gięcia parą, a także zawsze giąć co najmniej jedną część więcej niż potrzeba.

Dlaczego giąć parą?
Oto jak gięcie parowe wypada na tle innych metod wykonywania zakrzywionych części:
Gięcie parowe z litego drewna
+ Gotowa część ma najlepszy wygląd z ciągłym usłojeniem od końca do końca
+ Brak klejenia z widocznymi liniami kleju
+ Mocne; brak krótkich poprzecznych słabości strukturalnych
– Wymagane formy do gięcia i chłodzenia
– Wymagana skrzynia parowa i kocioł
– Ostateczny kształt łuku może być nieco nieprzewidywalny
Laminowane z cienkich pasków
+ Proces na zimno, nie wymaga specjalnego sprzętu
+ Mocne
– Wymagana forma do gięcia
– Dużo pasków do pocięcia i utrzymania w porządku
– Trudna kontrola końcowej grubości części
– Nieuporządkowane klejenie, paski chcą się ślizgać na boki podczas gięcia
– Zaschnięty klej wyciśnięty na części musi być usunięty przed dalszą obróbką.
– Linie kleju często widoczne
Cięcie z litego drewna
+ Nie wymaga form ani zacisków, nie wymaga aparatury do budowy, wystarczy nanieść wzór lub ułożyć część bezpośrednio na obrabianym elemencie
– Deska musi być wystarczająco szeroka, aby pomieścić krzywiznę, często marnując materiał
– Ziarno drewna nie podąża za krzywizną części, dając nienaturalny wygląd
– Słabość strukturalna, gdzie ziarno drewna ma krótką drogę przez szerokość części (pomyśl o złamanych bujakach krzeseł bujanych)
Nauka o gięciu parą 101
Gięcie rozciąga drewno wzdłuż zewnętrznej strony zgięcia i ściska je wzdłuż wewnętrznej strony, wytwarzając naprężenia, które chcą przywrócić zgięty kawałek do jego pierwotnego kształtu, tendencja zwana „springback”.” Parowanie zmiękcza ligninę, aby uwolnić to naprężenie. Po schłodzeniu, lignina twardnieje, utrwalając drewno w nowym kształcie.
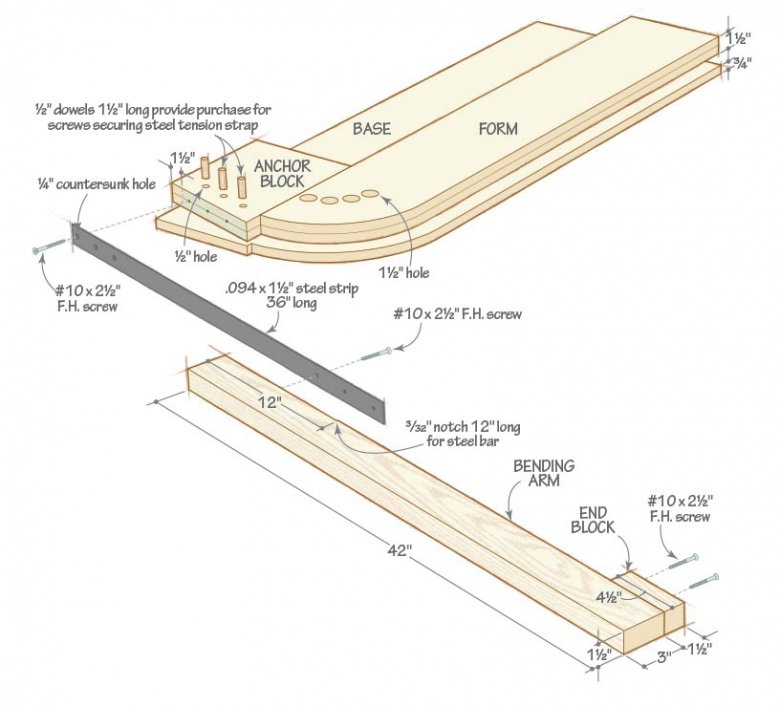
Gięte drewno ulega znacznej kompresji, ale rozciąga się w niewielkim stopniu. Dlatego też udane gięcie parowe ściska drewno po wewnętrznej stronie zgięcia, ograniczając jednocześnie rozciąganie wzdłuż zewnętrznej strony. W przypadku ciasnych łuków (o promieniu mniejszym niż 4″), stalowa taśma napinająca z przymocowanymi blokami końcowymi przyłożona do zewnętrznej strony łuku minimalizuje rozciąganie. Łagodne łuki, z minimalnym rozciąganiem wzdłuż strony zewnętrznej, nie wymagają taśmowania.
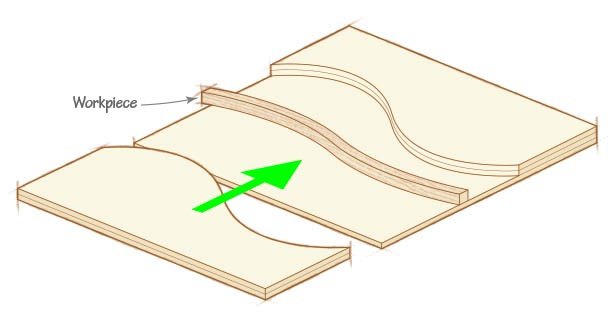
Części zawierające krzywe wypukłe i wklęsłe w tej samej płaszczyźnie wymagają dwuczęściowej formy do przekładania elementu lub specjalnego osprzętu do taśm napinających. Okucia do napinaczy są również dostępne do formowania części z zagięciami w dwóch płaszczyznach.
Dla uzyskania najlepszych wyników należy używać tarcicy suszonej powietrzem, a w drugiej kolejności tarcicy suszonej osuszaniem. Ciepło suszenia w piecu sprawia, że lignina jest mniej podatna na zmiękczenie przez parowanie. Używaj tarcicy suszonej w piecu tylko do łagodnych gięć.
Sześć kroków do lepszego gięcia
Wybierz gatunek drewna
Wszystkie twarde gatunki drewna w strefie umiarkowanej (tabela poniżej) dobrze gną się parą i ogólnie gną się lepiej niż miękkie drewno. Gięcie parą innych gatunków ze strefy umiarkowanej jest możliwe, ale należy ograniczyć ich stosowanie do łagodnych zgięć. Wśród twardych gatunków drewna tropikalnego, mahoń daje zadowalające rezultaty. Kruchość tropikalnych egzotyków o wysokiej zawartości żywicy sprawia, że nie nadają się one do gięcia.

Wybieraj surowiec
Niezależnie od używanego gatunku, staranny dobór desek zwiększa szanse na udane gięcie. Wybieraj tarcicę o prostym usłojeniu, bez sęków i innych wad, unikaj zgnilizny (nawet lekkiego rozszczepienia). Ziarno powinno przebiegać równolegle do krawędzi obrabianego elementu lub „spływać” z krawędzi pod płytkim kątem (maksymalnie 1″ spadku na 15″ długości). Im większy kąt spływu, tym bardziej prawdopodobne jest, że kawałek pęknie przy zginaniu. Rozłupywanie drewna z większego polana o prostym usłojeniu gwarantuje proste, równoległe usłojenie, ale nie zawsze jest praktyczne.
Obróbka części
Proste drewno łatwiej przechodzi przez strugarkę lub stolarkę niż kawałki wygięte, więc wykonaj jak najwięcej piłowania, obróbki powierzchni lub kształtowania, jak to możliwe przed gięciem. Nierówności powierzchni mogą powodować odpryski, więc usuń szorstkie ślady piły. Otwory lub wpusty zniekształcają lub powodują zapadanie się lub rozszczepianie części; wykonaj te czynności po gięciu.
Zostaw dodatkową długość na obu końcach do przycinania. Jeżeli zgięcie znajduje się blisko końca części, dodatkowa długość zapewnia również dźwignię potrzebną do zakotwiczenia zgięcia. Wytnij materiał na części wymagające ciasnych zgięć tak, aby roczne pierścienie leżały płasko przy powierzchni formy gięcia. Dla łagodnych łuków, orientacja ziarna jest mniej ważna.
Zrób skrzynię parową
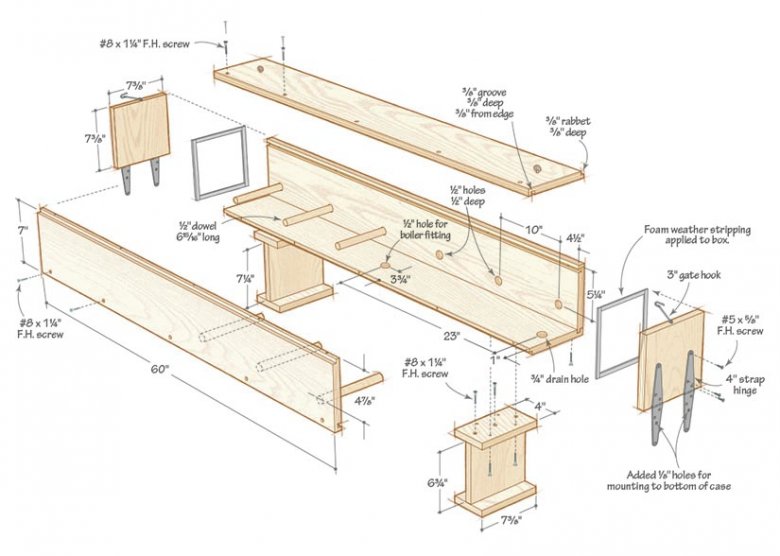
Gięcie trwa około jednej godziny na cal grubości obrabianego przedmiotu, a części muszą pozostać na formie do gięcia przez jedną godzinę, więc jeśli nie zrobisz więcej niż jedną formę, skrzynia parowa musi pomieścić tylko jedną część na raz. Dla efektywnego wykorzystania kotła parowego, skrzynia parowa powinna być tylko na tyle duża, aby pomieścić półfabrykaty z miejscem dookoła dla dobrej cyrkulacji. W przypadku ciasnych zgięć na grubych częściach, należy zwiększyć rozmiar skrzyni, aby umożliwić ponowne sparzenie częściowo zgiętego elementu. Skrzynka parowa pokazana na rysunku mieści dwa wykroje nóg do biurka (pokazane powyżej) i umożliwia ponowne rozwiercenie częściowo wygiętej nogi.
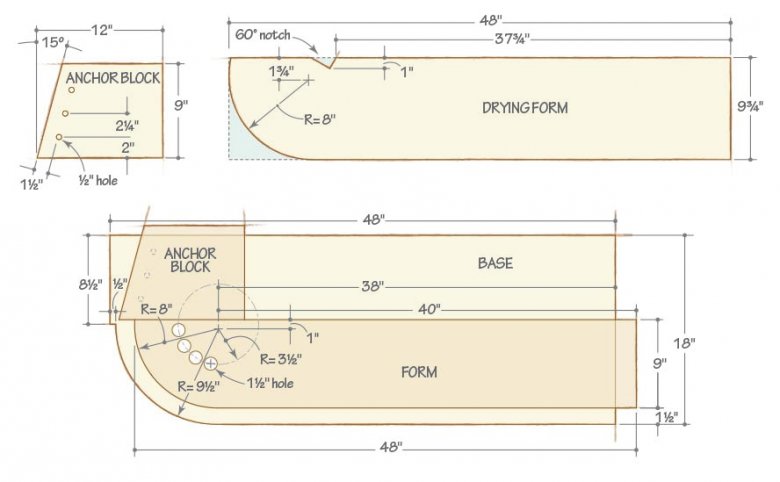
Buduj formy
Wykonaj formy do gięcia z płyty wiórowej lub sklejki laminowanej o grubości równej szerokości wykroju do gięcia. Gięcie obrabianego przedmiotu powoduje znaczne obciążenie formy, więc w razie wątpliwości, większa szerokość formy za każdym razem pokona mniejszą. Nigdy nie będziesz rozczarowany tendencją do nadmiernego budowania.
Gięte części zachowują większość swojego kształtu po schłodzeniu, ale aby zminimalizować sprężynowanie, muszą być trzymane w formie aż do całkowitego wyschnięcia. Aby uniknąć związania formy do gięcia, wykonaj lekkie formy do suszenia z jednej grubości materiału o grubości 3⁄4″. Pokazane formy są przeznaczone do biurka, widocznego na zdjęciu powyżej. (Wykonaliśmy sześć form do suszenia, aby pomieścić cztery półfabrykaty nóg i dwa dodatkowe.)
Podpal i wygnij
.Przymocuj formę do stabilnego stołu warsztatowego. Wszystkie zaciski należy mieć pod ręką. Gięcie powinno być wykonane w ciągu pięciu minut po wyjęciu półwyrobu ze skrzyni parowej, więc możesz chcieć przećwiczyć swoją procedurę.
Rozpalić kocioł. Kiedy para stale wypływa z otworu spustowego, wsuń swój półfabrykat do skrzynki parowej. Paruj półfabrykaty przez jedną godzinę na każdy cal grubości (niezależnie od szerokości). Wyjąć część ze skrzyni parowej i zgiąć ją .







Uwaga dotycząca bezpieczeństwa!
Para parowa powoduje oparzenia skóry przy kontakcie. Otwarcie pojemnika na parę uwalnia chmurę pary, więc trzymaj twarz i każdą inną nieosłoniętą skórę z dala od niej. Noś ciężkie skórzane rękawice podczas pracy z blankietami parowymi. Upewnij się, że otwór spustowy pozostaje otwarty. Nie należy zwiększać ciśnienia w komorze parowej: Para pod ciśnieniem jest szkodliwa dla udanego gięcia drewna i bardzo niebezpieczna.
Steam-box Supplies:3⁄4×48×96″ exterior plywood, #8×11⁄4″ flathead screws, 1⁄2″ dowel 48″ long, 3″ gate hook (2), 4″ strap hinges (4), 3⁄4×5⁄16×72″ self-adhesive rubber-foam weather stripping.
Source:
Kocioł: Zestaw do gięcia parą nr 42826, Rockler, 800-279-4441, rockler.com.
Wyposażenie do gięcia i suszenia: Płyta wiórowa 3⁄4×48×96″, płyta wiórowa 3⁄4×24×48″, śruby z płaskim łbem #10×21⁄2″ (8), kołek 1⁄2″ o długości 12″.
Źródła:
Taśma ze stali sprężynowej, .094×11⁄2×36″ nr 9074K186; 1⁄4″ wiertło ze stali kobaltowej nr 3069A25; 1⁄2″ wiertło pogłębiające ze stali kobaltowej nr 3285A352, McMaster-Carr, 630-833-0300, mcmaster.com.
Osprzęt do napinania złożonych łuków: Zespół do łuków typu S nr 05F12.01; Zespół do łuków typu change-of-plane nr 05F12.02. Lee Valley Hardware, 800-871-8158, leevalley.com.
.